Various cookies are used on our website: We use technically necessary cookies for the purpose of enabling functions such as login or a shopping cart. We use optional cookies for marketing and optimization purposes, in particular to place relevant and interesting ads for you on Meta's platforms (Facebook, Instagram). You can refuse optional cookies. More information on data collection and processing can be found in our privacy policy.
Verschiedene Techniken, Einsatzgebiete und ein Überblick über die Materialien
Marcel Reymus, München
Der Beitrag des Münchener Zahntechnikers Marcel Reymus für die Quintessenz Zahntechnik 11/18 befasst sich mit der subtraktiven und additiven CAD/CAM-Technologie bei der Herstellung von kunststoffbasierten Restaurationen sowie Hilfsteilen wie zum Beispiel Modellen und Schienen. Die additiven Techniken werden vorgestellt und den subtraktiven gegenübergestellt. Hinzu kommt ein aktueller Überblick der wissenschaftlichen Erkenntnisse zum 3-D-Druck von Harzen, der diskutiert wird.
Die computerunterstützte Zahnheilkunde beziehungsweise Zahntechnik ist inzwischen fest etabliert. Seit ihrer Einführung in den 1980er Jahren hat sie sich in vielen Teilaspekten weiterentwickelt: Die intraorale Aufnahme ist heute für viele Indikationen nutzerfreundlich anwendbar, neue Materialklassen konnten über die Jahre hinweg entwickelt werden und bei Ausnutzung aller Möglichkeiten ist heute ein vollständiger digitaler Workflow realisierbar.15
Die Quintessenz Zahntechnik, kurz QZ, ist die monatlich erscheinende Fachzeitschrift für alle Zahntechniker und zahntechnisch interessierte Fachleute, die Wert auf einen unabhängigen und fachlich objektiven Informationsaustausch legen. Im Vordergrund der Beiträge und Berichterstattung steht die Praxisrelevanz für die tägliche Arbeit. In dieser Zeitschrift finden sich Zahntechniker, Dentalindustrie und die prothetisch orientierte Zahnarztpraxis mit ihren Anliegen nach einer hochwertigen Fortbildung gleichermaßen wieder. Zur Online-Version erhalten Abonnenten kostenlos Zugang. Mehr Infos zur Zeitschrift, zum Abo und zum Bestellen eines kostenlosen Probehefts finden Sie im Quintessenz-Shop.
Das Entwerfen und Arbeiten mit sogenannten CAD-Files (Computer-Aided-Design) sowie die computerunterstützte Fertigung (Computer-Aided-Manufacturing, CAM) gehört für den modernen Zahntechniker zum täglichen Geschäft. Bisher wird in der Zahntechnik diese Fertigung meistens mit einem Schleif- oder Fräsprozess gleichgesetzt, in dem das zuvor entworfene Objekt aus vorgefertigten Rohlingen produziert wird. Hierbei handelt es sich um ein subtraktives Verfahren, vergleichbar der Arbeitsweise eines Bildhauers, der Material zielgenau abträgt, um die gewünschte Form zu erhalten. Es kann dabei auf Rohlinge zurückgegriffen werden, die durch ihre industrielle Produktion frei von Unreinheiten, Lufteinschlüssen und Inhomogenität sind.
Aufgrund dieser Fertigungstechnik konnten neue Klassen an Materialien entwickelt werden, die in der klassischen Herstellungsweise nicht realisierbar gewesen wären. Unter anderem sind extrem feste Keramiken oder Hochleistungspolymere zu nennen. Die Arbeitsdauer sowie die benötigte „Manpower“ pro Einheit konnte drastisch gesenkt werden: Das Ein- und Ausbetten entfällt, mehrere Objekte können in einem Produktionszyklus hergestellt werden, die Qualität der Einheiten ist standardisiert und die Dauer jedes Arbeitsschrittes kann im Vorfeld genau geplant werden.
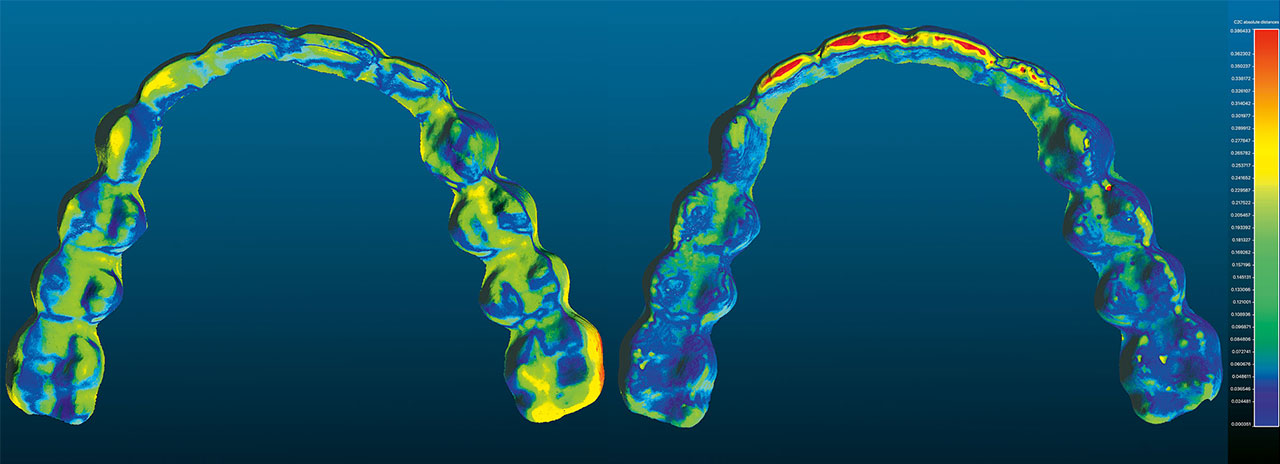
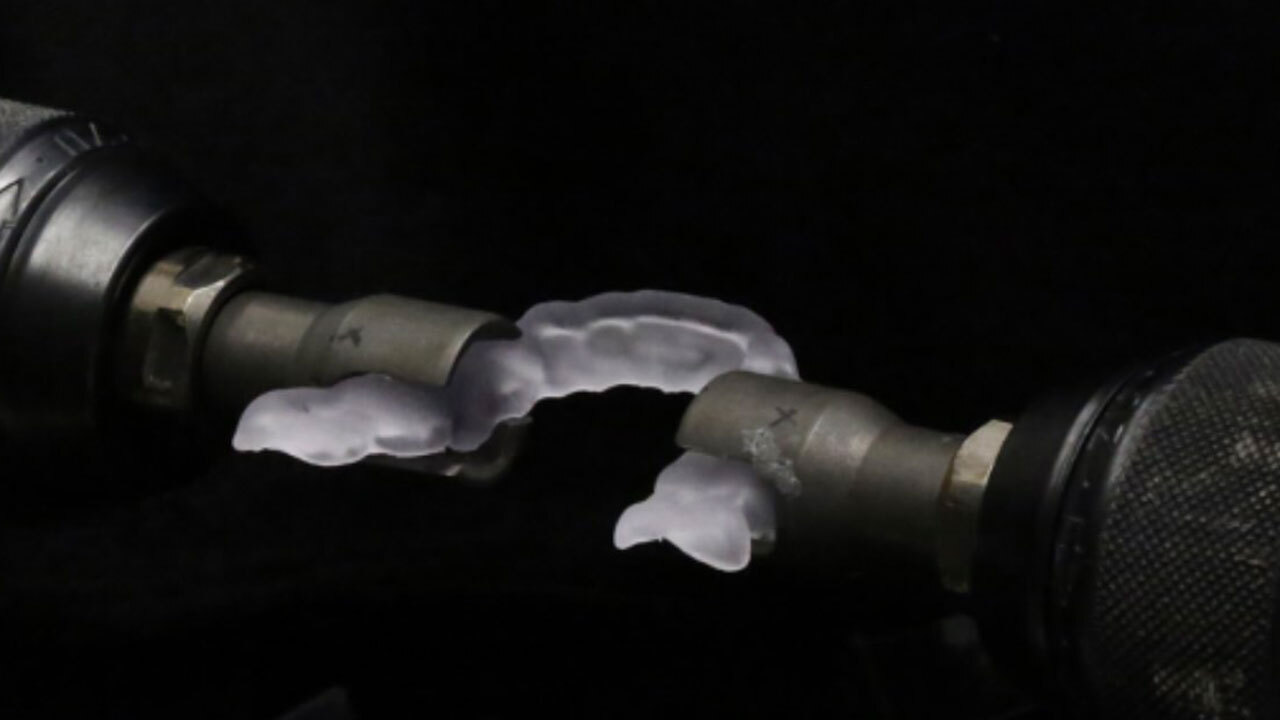
Abb. 1 Oberflächenabweichung zur Masterfile; links: Innenfläche einer gedruckten Aufbissschiene; rechts: Innenfläche einer gefrästen Aufbissschiene.
Jedoch stehen der subtraktiven Fertigung auch Nachteile gegenüber. Der Verlust an Material, das entweder während der Fertigung entfernt wird oder als Überschuss gar nicht Gebrauch findet, ist sehr hoch und kann bis zu 90 Prozent betragen.21 Die Schleif- beziehungsweise Fräskörper werden bei jeder Nutzung mechanisch beansprucht und abgerieben, was zu Rissen, Abfraktionen und Frakturen führen kann. Je nach Material müssen diese dementsprechend oft erneuert werden. Zwar können mehrere Objekte in einem Produktionszyklus hergestellt werden, jedoch verlängert sich der Arbeitsprozess je nach Anzahl entsprechend. Komplexe Geometrien können an die Grenzen der subtraktiven Fertigung führen. Hohlräume oder unter sich gehende Stellen können gar nicht oder nur unter Einsatz technikintensiver 5-Achs-Maschinen reproduziert werden. Der Durchmesser des kleinsten Schleif- beziehungsweise Fräskörpers limitiert die Auflösung der Objektoberfläche (Abb. 1). Außerdem sind die meisten Maschinen zur subtraktiven Fertigung ziemlich groß und laut.
Der subtraktiven Fertigung steht die additive gegenüber, welche immer häufiger als zusätzliche oder gar alternative Herstellungsmethode in der digitalen Zahntechnik diskutiert wird. Oft firmiert diese unter dem Begriff 3-D-Druck. Als ihr Erfinder wird Charles Hull genannt, der mit seinem Patent (US4575330A Apparatus for production of three-dimensional objects by stereolithography) den Grundstein seines Unternehmens 3D Systems legte. Im Gegensatz zur subtraktiven Produktion wird bei der additiven Material auf- und nicht abgetragen. Das Objekt wird dabei Schicht um Schicht erzeugt, bis es seine endgültige Form erlangt hat. Je nach verwendeter Technologie werden dabei so genannte Stützstrukturen benötigt, die das Objekt auf der Druckplattform aufstellen beziehungsweise ausladende Elemente davon tragen. Als Grundlage dient weiterhin ein CAD-File, das im bekannten STL-Format (Standard Triangulation Language) vorzuliegen hat. Das bedeutet, dass der Produzent (zum Beispiel Zahntechniker) seine bestehende CAD-Infrastruktur beibehalten kann, sofern sie den Export freier STL-Dateien erlaubt.
Parallel zur subtraktiven Fertigung wird auch bei der additiven eine weitere Software-Lösung benötigt, die das sogenannte Nesting übernimmt. Bei diesem Begriff handelt es sich um die digital geplante Positionierung des Objektes in Bezug auf die Druckplattform. Zusätzlich werden noch die einzelnen Schichten (Slicing) und das Ansteuern dieser (G-Code) berechnet – bei der subtraktiven Fertigung wäre das Äquivalent dazu die Berechnung der Fräsbahnen.
Der 3-D-Druck scheint mit einigen Vorteilen aufwiegen zu können. Aufgrund ihrer schichtweisen Produktion können Objekte mit einer komplexeren Geometrie, die subtraktiv nicht reproduzierbar gewesen wären, additiv hergestellt werden. Verbrauchsgegenstände, wie Schleif- oder Fräskörper der subtraktiven Fertigung, sind bei der additiven nicht vorhanden. Feinste Strukturen können meist genauer gedruckt werden als es die subtraktive Technologie erlauben würde. Zwar sind Stützstrukturen für einen erfolgreichen Druck meistens unabdingbar, jedoch ist der Materialüberschuss durch diese deutlich geringer als bei der subtraktiven Fertigung. Des Weiteren können bei der additiven Fertigung, abhängig von der Technologie, mehrere Objekte parallel und somit schneller und kosteneffizienter produziert werden.
3-D-Drucker in der Zahnmedizin/-technik
Die in der Zahntechnik vorwiegend angewandten additiven Technologien zur Fertigung von Kunststoffen sind die Stereolithographie (SLA), das Digital Light Processing (DLP) und das Photopolymer Jetting.
Stereolithografie (SLA)
Die Stereolithografie ist das älteste und in der Zahnmedizin am weitesten verbreitete Verfahren. Das Prinzip der Stereolithografie beruht auf dem schichtweisen Aufbau eines Objektes aus einem UV-empfindlichen flüssigen Harzgemisch, das mit einem Laser polymerisiert wird. Die Bauplattform ist in vertikaler Richtung absenkbar und wird in einen Behälter mit flüssigem Harz getaucht. Anschließend fährt ein Laserstrahl die zu belichtende Fläche ab. Durch die Belichtung wird die Polymerisationsreaktion aktiviert und das Harz verfestigt sich. Nach jedem Belichtungszyklus wird die Bauplattform mit der zuvor gehärteten Schicht angehoben und eine Rakel zieht das Harz in der Wanne glatt. Anschließend wird das Objekt wieder in den Harzbehälter abgesenkt und auf eine Position zurückgefahren, die um den Betrag einer Schichtstärke unter der vorherigen liegt. Dieser Zyklus wird für jede Schicht wiederholt, bis das Objekt aufgebaut ist.
Üblicherweise sind die Schichten 25 bis 100 µm dick.20 Eine niedrigere Schichtdicke führt zu hochauflösenden Objektoberflächen, steht aber in Wiederspruch zu einer schnellen Produktionszeit. Die Schichtdicke wird durch die Menge an Photoinitiatoren, die Einstrahlbedingungen (Wellenlänge, Leistung und Belichtungszeit) ebenso beeinflusst wie durch die Temperatur des Monomers. Eine Aufbissschiene kann mit diesem System in ca. 45 Minuten hergestellt werden (Form 2, Formlabs, Sommerville, USA).
Die Polymerisation jeder neuen Schicht ist eng mit der vorherigen Schicht verbunden. Dadurch werden die gedruckten Objekte fest und erhalten eine homogene Struktur. Neben der Schichtdicke ist die Orientierung der Objekte auf der Bauplatte eine weitere Variable, die den Druck im Hinblick auf Zeit, Genauigkeit und mechanische Eigenschaften beeinflussen kann. In einer Studie über gedruckte Totalprothesen wurde von Alharbi ein Winkel von 135 Grad zur Bauplattform als am genauesten nachgewiesen.2 Vertikal gedruckte provisorische Materialien zeigten signifikant höhere Druckbelastbarkeit als horizontal gedruckte.1 Das SLA-Verfahren wird in zwei unterschiedlichen Aufbauten angeboten. Beim Top-down-Verfahren wird die Bauplattform wie oben beschrieben in eine Wanne mit Harz eingetaucht und der Laserstrahl härtet das Harz von unten durch den Wannenboden aus. Das gedruckte Objekt wird somit Schicht für Schicht aus der Wanne herausgezogen. Beim Bottom-up-Verfahren befindet sich die Bauplattform innerhalb der Wanne und ist von einer dünnen Schicht Harz bedeckt. Der Laserstrahl befindet sich oberhalb der Wanne und härtet von dort aus das Harz. Nach jedem Druckzyklus wird die Bauplattform weiter in die Wanne abgesenkt und eine neue Schicht Harz mithilfe einer Rakel aufgetragen. Das gedruckte Objekt wird somit Schicht für Schicht innerhalb der Wanne aufgebaut.
Digital Light Processing (DLP)
Nach dem gleichen Prinzip wie das SLA-top-down-Verfahren funktioniert auch das DLP-Verfahren. Der Unterschied zum SLA-Verfahren liegt jedoch in der Art der Belichtung. Wird beim SLA-Verfahren ein Laserstrahl verwendet, der das Harz Punkt für Punkt abfährt, kommt beim DLP-Verfahren ein Projektor zum Einsatz.
Dieser Projektor besteht aus mehreren verstellbaren Mikrospiegeln, die das Licht als einzelne Bildpunkte auf die Bauplattform projizieren. Die Auflösung des projizierten Bildes korrespondiert mit der Anzahl der Spiegel. Vorteil der DLP-Technologie ist, dass alle Objekte auf einmal belichtet werden und nicht wie bei der SLA-Technologie einzeln von einem Laser abgefahren werden müssen. Damit ist die Bauzeit unabhängig von der jeweiligen Anzahl der Objekte und wird nur durch Schichtdicke und Bauhöhe bestimmt.
Photopolymerverfahren/Material Jetting
Beim Photopolymer- beziehungsweise Material-Jetting-Verfahren wird das Objekt durch einen Druckkopf mit mehreren linear angeordneten Düsen schichtweise aufgebaut. Das Prinzip ist weitgehend vergleichbar mit einem herkömmlichen Tintenstrahldrucker. Statt Tintentropfen wird flüssiges Photomonomer beziehungsweise beim Material Jetting Wachs verwendet. Der Druckkopf befindet sich hierbei über der Bauplattform und ist in x-y-Achse frei beweglich. Nachdem das Monomer aufgetragen wurde, wird es durch UV-Licht gehärtet. Nach dem Auftragen einer Schicht sinkt die Bauplattform um eine z-Stufung ab und die nächste Schicht kann aufgetragen werden. Durch die Möglichkeit, mit mehreren Druckköpfen zu arbeiten, sind Objekte mit verschiedenen Materialien, Farben und Eigenschaftsgradienten möglich.9 Die Monomere können Nanofüller enthalten; hierdurch wird die Viskosität gesteigert, außerdem können sie kontrollierter aufgebracht werden und die mechanischen Eigenschaften des fertigen Objekts verbessern sich.22
Um Überhänge und komplexe Formen zu drucken, ist analog zu den anderen Verfahren Stützmaterial erforderlich. Die Stützstrukturen können entweder aus einem niedriger schmelzenden Wachs oder konventionell als säulenförmige Stützen aus dem eigentlichen Baumaterial bestehen. Stützstrukturen aus Wachs haben den Vorteil, dass sie durch Wärme im Postprocessing ausgeschmolzen werden können.6 Das wird als Hands-free-Methode bezeichnet und ist für empfindliche Objekte besonders geeignet.
Sowohl die Oberflächenqualität der Objekte als auch die Druckauflösung sind beim Photopolymer Jetting beziehungsweise dem Material Jetting sehr hoch und benötigen mit Schichtdicken von unter 20 µm keine Oberflächennachbearbeitung.20 Mithilfe dieser Verfahren können vor allem Modelle, Bohrschablonen und Schienen hoher Oberflächenqualität hergestellt werden.
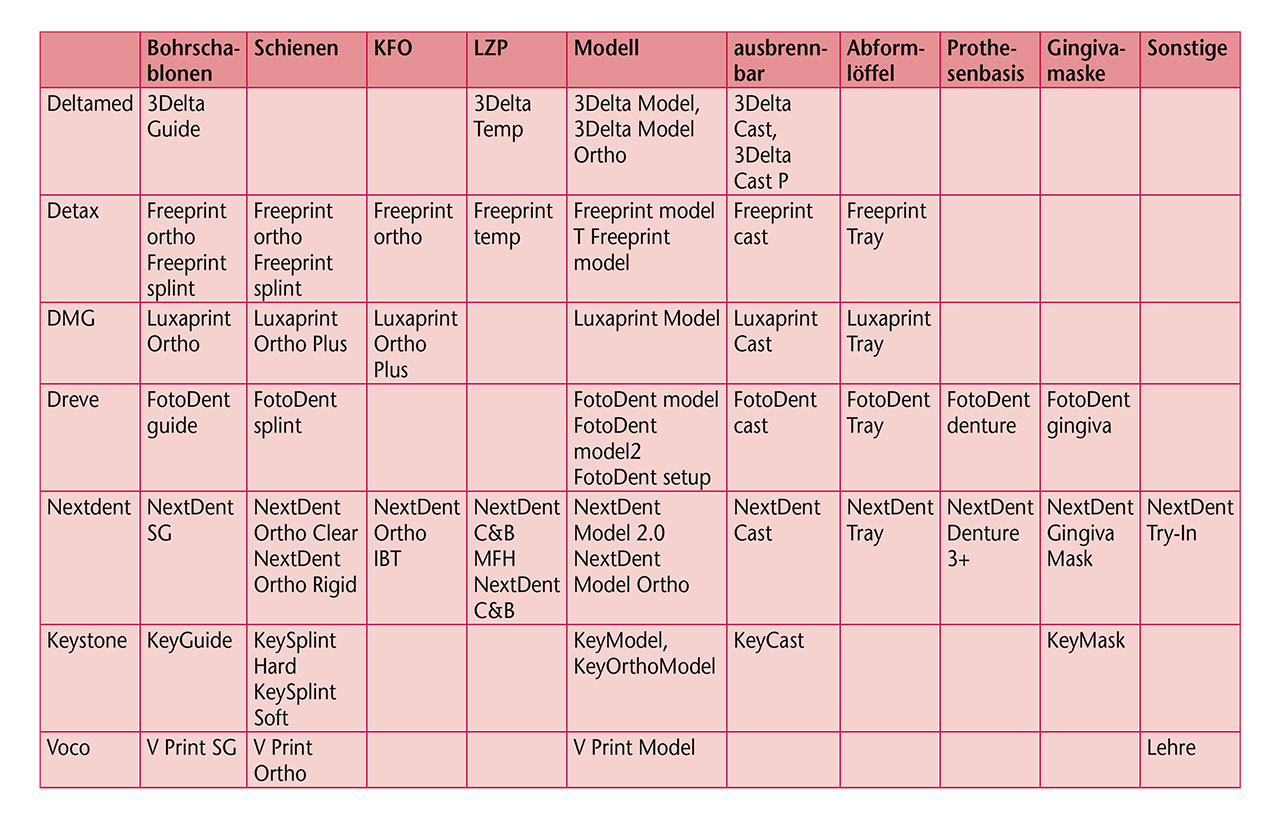
Tab. 1 Überblick über die häufigsten Primärhersteller von Harzen für das SLA- und DLP-Verfahren.
3-D-Druck-Kunststoffe
Es gibt eine Vielzahl an 3-D-Druck-Harzen für die Anwendung in der Zahnmedizin/-technik auf dem Markt. Die Anwendungsbereiche erstrecken sich vom zahntechnischen Labor (zum Beispiel Modellharz) bis zu Medizinprodukten der Klasse IIa (zum Beispiel Aufbissschienen) (Tab. 1). Gemein ist all diesen Harzen, dass sie eines bestimmten Postprocessing-Verfahrens bedürfen, um mechanische und biokompatible Werte zu erzielen, die für ihre Anwendung in der Zahnmedizin/-technik notwendig sind.
Direkt nach dem Druckprozess empfehlen die meisten Hersteller, die Objekte in einem ultraschallaktivierten Alkoholbad zu reinigen, um sie von überschüssigem flüssigem Harz zu befreien. Hierbei ist die Zeitangabe des Herstellers zu beachten, um zu vermeiden, dass die mechanischen Eigenschaften der Objekte leiden, wenn sie zu lange im Reinigungsbad liegen. Anschließend wird das Objekt sorgfältig mit Druckluft abgeblasen und nachbelichtet. Wird dieser Schritt weggelassen oder die Belichtungsdauer vermindert, dann polymerisiert das Objekt nur unzureichend. Die meisten Hersteller empfehlen hierfür ihre entsprechenden Polymerisationsgeräte, die von der Kunststoffverblendung bekannt sind. Es handelt sich dabei um Geräte, die auf UV-Licht (zum Beispiel LC3D-Printbox, NextDent, Soesterberg, Niederlande) oder LED-Licht (zum Beispiel LaboLight DUO, GC Europe, Leuven, Belgien) oder Blitzlicht (zum Beispiel Otoflash G171, NK-Optik, Baiersbrunn) basieren. Auch hier ist der Empfehlung des Herstellers zu folgen.
Damit der Harz während Druckprozesses initial polymerisiert, ist es notwendig, Photoinitiatoren zuzugeben. Aufgrund der sehr kurzen Belichtungszeit pro Schicht sind dem Harz Initiatoren in etwa 3 bis 5 Gewichtsprozent beizumischen.20 Diese sind der Wellenlänge des Druckers angepasst. Basierten die 3-D-Drucker früher meistens auf einer Wellenlänge von 405 nm, so herrscht heute bei Neugeräten eine Wellenlänge von 385 nm vor. Dementsprechend muss der Anwender beim Kauf von 3-D-Druck-Harzen auf die korrekte Wellenlänge achten.
Der Zusatz von Füllkörpern ist unter anderem entscheidend für die Abrasionsbeständigkeit von beispielsweise Aufbissschienen oder temporären Versorgungen. Jedoch ist der Füllergehalt in den 3-D-Druck-Harzen beschränkt beziehungsweise in manchen Produkten gar nicht gegeben. Der Grund liegt in der Viskosität des Harzes. Ist diese zu hoch, dann kann beim Heben der Druckplattform kein neues Harz in den entstandenen Zwischenraum vordringen. Ein zu hoher Füllergehalt würde die Viskosität zu stark erhöhen. Auch die Genauigkeit des Druckprozesses würde unter einer zu starken Erhöhung leiden, da sich an den Füllern das Licht der Polymerisationsquelle zu stark brechen würde. Darüber hinaus besteht die Gefahr, dass die Füllkörper auf den Boden der Druckwanne absinken, was dazu führen kann, dass das Objekt inhomogen wird. Dementsprechend empfehlen die Hersteller, das Harz zu schütteln, zu rühren oder ein spezielles Rollgerät (zum Beispiel LC-3DMixer, NextDent, Soesterberg, Niederlande) zu nutzen, bevor Füllkörper zugegeben werden.
Anwendungsbereiche Modelle
Obwohl es möglich ist, Restaurationen vollständig im digitalen Workflow herzustellen, kann es von Vorteil sein, ein zahntechnisches Modell zur Verfügung zu haben, beispielsweise für die kieferorthopädische Alignertechnik oder um Restaurationen zu verblenden. Sollte die Situation am Patienten über einen intraoralen Scan aufgenommen worden sein oder die Daten von einem Scan einer konventionellen Abformung stammen, bietet der 3-D-Druck die Möglichkeit, die Daten in die reale Welt zu übersetzen. Dabei kann materialsparend nur ein Teilbereich der Daten gedruckt werden oder gar der ganze Kiefer. Von den Herstellern werden entsprechende Harze mit einer hohen Genauigkeit sowie einer gewissen Abrasionsbeständigkeit beworben.
Neben dem Modellharz bieten manche Hersteller auch die Möglichkeit, Gingivamasken zu drucken, beispielsweise für die Implantatprothetik. Brain et al.3 zeigten in einer Vergleichsstudie, in der vier Photopolymer Jetting-Drucker hinsichtlich zweier Modellkonfigurationen (Inlay, Brücke) verglichen wurden, dass die Modelle eine Genauigkeit von <100 µm haben. In einer Studie von Petzelt et al.17 konnte gezeigt werden, dass die 3-D-gedruckten Modelle den gefrästen Modellen überlegen sind. Hazefeld8 verglich die Genauigkeit der Modelle dreier Drucktechnologien (DLP, Photopolymer Jetting und Binder Jetting) mit der konventionellen Herstellung. Er konnte keine Überlegenheit einer bestimmten Methodik feststellen.
Abb. 2 SLA-gedruckte Schablone.
Abb. 3 Navigierte Implantologie mit SLA-gedruckter Schablone.
Bohrschablonen
In der Implantologie können heutzutage, nach Überlagerung von Volumen- (DVT) und Oberflächendaten (intraoraler Scan bzw. Scan eines Models), die Position, Angulation und Tiefe des zu inserierenden Implantats sehr genau geplant werden (Abb. 2). Für die Umsetzung dieser Planung kann eine Schiene designt werden, die dem Operateur eine Führung bietet, um ein Implantatbett zu schaffen. Entscheidende Eigenschaften für ein solches Harz sind seine Genauigkeit und die Möglichkeit, es im Autoklaven sterilisieren zu können, da es in direkten Kontakt mit dem Operationssitus kommt (Abb. 2 und 3). Gedruckte Bohrschablonen zur Überführung der virtuellen Implantatplanung in die Realität haben sich als Standardherstellungsmethode innerhalb der navigierten Implantologie etabliert, sie sind anderen Verfahren wie dem Fräsen überlegen.4,5,11,12,19
Aufbissschienen
Werden Aufbissschienen in subtraktiver Methode hergestellt, machen sich ein hoher Materialverlust und eine verlängerte Produktionsdauer bemerkbar. Der Anspruch an 3-D-gedruckte Schienen ist deshalb eine kosteneffiziente Herstellung mit geringem Materialverlust und schneller Produktion bei gleichzeitig guter Abrasionsbeständigkeit für die klinische temporäre Anwendung. Die Abrasionsbeständigkeit lag hingegen bei der Untersuchung eines 3-D-Druck-Materials im Vergleich zu einem fräsbaren sowie einem konventionellen Material hinter den Vergleichsgruppen.13
Ausbrennbare Kunststoffe
Mit den oben aufgeführten Druckern können nur Kunststoffe gedruckt werden. Sollte jedoch der Wunsch bestehen, weitere Materialklassen zu produzieren, bieten ausbrennbare Kunststoffe eine Lösung. Das damit produzierte Objekt kann anschließend mit der konventionellen Lost-Wax-Technik weiterbearbeitet werden. Eine Studie untersuchte Metallkronen, die entweder konventionell im Lost-Wax-Verfahren oder via ausbrennbarer Wachse mit einer Fräsmaschine oder mit Material Jetting hergestellt wurden. Es wurde bei den Metallkronen eine höhere Genauigkeit in Hinblick auf die Rand- und Innenpassung festgestellt, die aus den gedruckten Wachskronen hergestellt worden waren.7
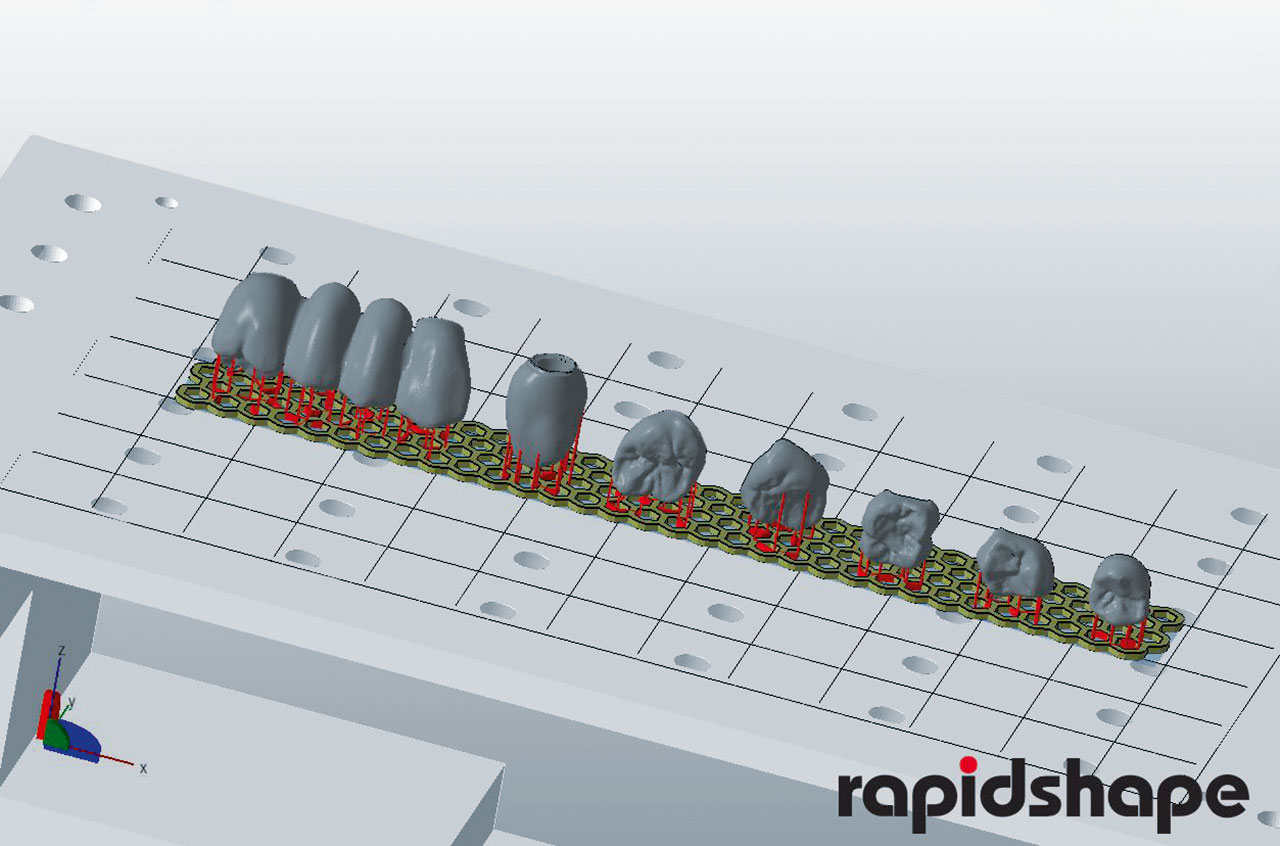
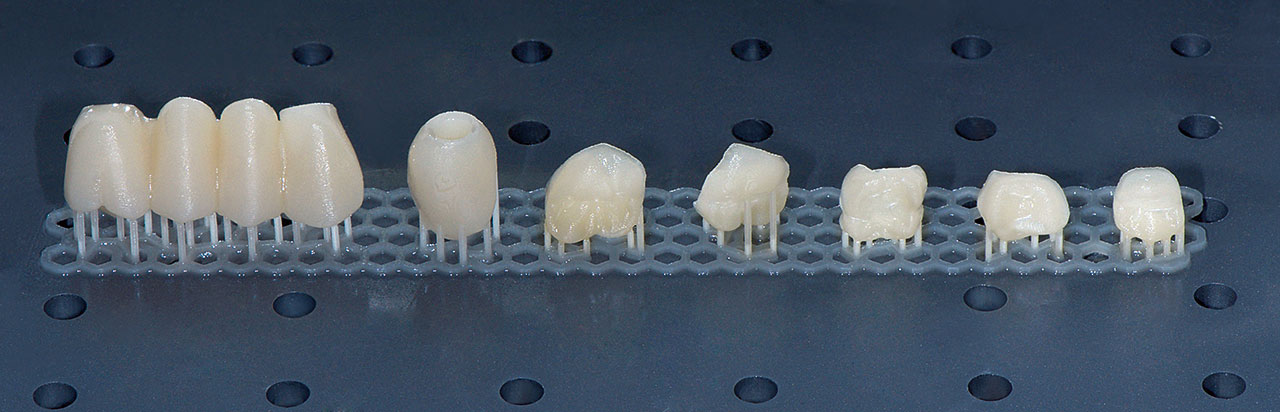
Abb. 4 Workflow der additiven Herstellung: Nesting auf der Druckplattform, ...
Abb. 5 ... fertig gedruckt, ...
Abb. 6 ... ausgearbeitet und poliert.
Provisorischer Zahnersatz
Um kurzzeitig anzuwendende Provisorien anzufertigen, ist der Einsatz der additiven Fertigung zu aufwendig und zu kostenintensiv. Bei den heute schon laborgefertigten (Langzeit-)Provisorien kann sie allerdings indiziert sein. Die entsprechenden Harze sollten als Ersatz für subtraktiv gefertigte PMMA-Materialien wahrgenommen werden (Abb. 4 bis 6). Dennoch ist weder über die mögliche Einsatzdauer noch die genaue Rezeptur dieser Harze viel bekannt. Auffällig erscheint die Schwierigkeit, die Farbe gemäß konventioneller Farbschemata zu reproduzieren. Möglicherweise liegt die Erklärung darin, dass es nicht leicht ist, anorganische Farbpigmente in die Harze zu integrieren. In einer Studie wurde Photopolymer Jetting eine signifikant bessere Passung von Interimskronen im proximalen, marginalen und internen Bereich bescheinigt, im Vergleich zu PMMA-geschliffenen beziehungsweise direkt hergestellten Interimskronen mittels Überabformung.14
Sonstige Anwendungsbereiche
Neben den gerade aufgeführten Anwendungsbereichen bieten manche Hersteller beispielsweise Harze für individualisierte Abformlöffel (Tray), Prothesenbasen oder so genannte Try-ins. Bei letzteren sollten die designte Prothesenbasis sowie die Zahnaufstellung vor Herstellung der definitiven Prothese ausgetestet werden.
Ein für die universitäre Lehre interessanter Vorstoß ist ein noch experimentelles Harz der Firma Voco (Cuxhaven). Es bietet sich aufgrund seiner dentinähnlichen Radioopazität und Härte zur Produktion von endodontischen Übungszähnen an.18 In der Totalprothetik wurden bereits erfolgreich patientenindividuelle Prothesenzähne mithilfe von DLP-Technologie gedruckt.2,10
Diskussion
In der additiven Fertigungsweise können für die Zahntechnik große Vorteile liegen. Arbeitsschritte, die sehr zeitaufwendig sind, können durch den 3-D-Druck optimiert werden. Jedoch liegen bis heute nur geringe Erkenntnisse über die materialspezifischen Eigenschaften sowie die klinische Performance von 3-D-Druck-Harzen vor. Dennoch bieten die Hersteller eine Menge an Materialien für verschiedenste Anwendungsmöglichkeiten an. Der Anwender ist auf Erfahrungsberichte angewiesen und kann nicht auf eine Übersicht an wissenschaftlich fundierten Daten zurückgreifen. Obwohl die initialen Investitionskosten zum Einstieg in die additive Fertigung in den vergangenen Jahren gefallen sind, ist die Hürde immer noch hoch, in eine Technologie zu investieren, deren Materialperformance noch nicht langjährig erforscht ist. Auf der IDS 2019 zeigte sich, dass weltweit agierende Dentalmarken in die Herstellung dieser Materialien einsteigen. Diese Unternehmen bringen ein langjähriges Wissen um dentale Kunststoffe mit und könnten damit dazu beitragen, diese Materialklasse weiterzuentwickeln.
Hat sich ein Anwender für den Einstieg in die additive Fertigung entschieden, steht er vor einem großen Angebot an unterschiedlichen 3-D-Druckern. Ein Entscheidungsfaktor wird zweifellos der Preis dieser Geräte sein. Von sogenannten Desktop-Varianten zum günstigen Einstiegspreis bis zu hoch wirtschaftlich arbeitenden Industriedruckern mit entsprechendem Preis wird bisher alles angeboten.Bei der additiven Fertigung in der Zahntechnik scheinen viele Faktoren noch ungewiss, jedoch darf man auf die zukünftigen Entwicklungen sehr gespannt sein.
Our systems reports that you are using an active AdBlocker software, which blocks all page content to be loaded.
Fair is fair: Our industry partners provide a major input to the development of this news site with their advertisements. You will find a clear number of these ads at the homepage and on the single article pages.
Please put www.quintessence-publishing.com on your „adblocker whitelist“ or deactivate your ad blocker software. Thanks.