Auf unserer Website kommen verschiedene Cookies zum Einsatz: Technisch notwendige Cookies verwenden wir zu dem Zweck, Funktionen wie das Login oder einen Warenkorb zu ermöglichen. Optionale Cookies verwenden wir zu Marketing- und Optimierungszwecken, insbesondere um für Sie relevante und interessante Anzeigen bei den Plattformen von Meta (Facebook, Instagram) zu schalten. Optionale Cookies können Sie ablehnen. Mehr Informationen zur Datenerhebung und -verarbeitung finden Sie in unserer Datenschutzerklärung.
Kaufentscheidung, Möglichkeiten, Potenziale: der 3-D-Druck im Laboralltag
Vom Einstieg über Eigenbau bis zum täglichen Einsatz
Vanik Kaufmann-Jinoian
Der 3-D-Druck hat als neue Fertigungstechnologie im Dentalbereich einen rasanten Aufschwung erlebt. Grundsätzlich ist der 3-D-Druck jedoch keine Neuerfindung der vergangenen Jahre, denn die additive Technologie wird seit mindestens 15 Jahren vorangetrieben. Neu ist aber, dass nun auch kleine und mittlere Unternehmen die Möglichkeit haben, von den Vorzügen des „additive Manufacturing“ zu profitieren. Mit 3-D-Druckern lässt sich jedes Objekt aus Kunststoff, Keramik oder Metall reproduzieren, sofern die Geräteausstattung, die verwendeten Materialien und die Druckerauflösung es zulassen. Die Möglichkeiten sind faszinierend und bringen immer mehr Zahntechniker dazu, sich mit der Technologie auseinanderzusetzen. Der Einstieg in die zukunftsweisende Drucktechnologie ist nicht immer einfach. Es bedarf der Erfahrung, um sinnvolle Lösungen zu finden und Möglichkeiten auszuschöpfen. ZTM Vanik Kaufmann-Jinoian beschreibt in seinem Beitrag für die Quintessenz Zahntechnik 1/2018 den derzeitigen Stand der Technologie und ihre Potenziale für die Zahntechnik.
Kurze Geschichte eines langen Weges: Einstieg in den 3-D-Druck
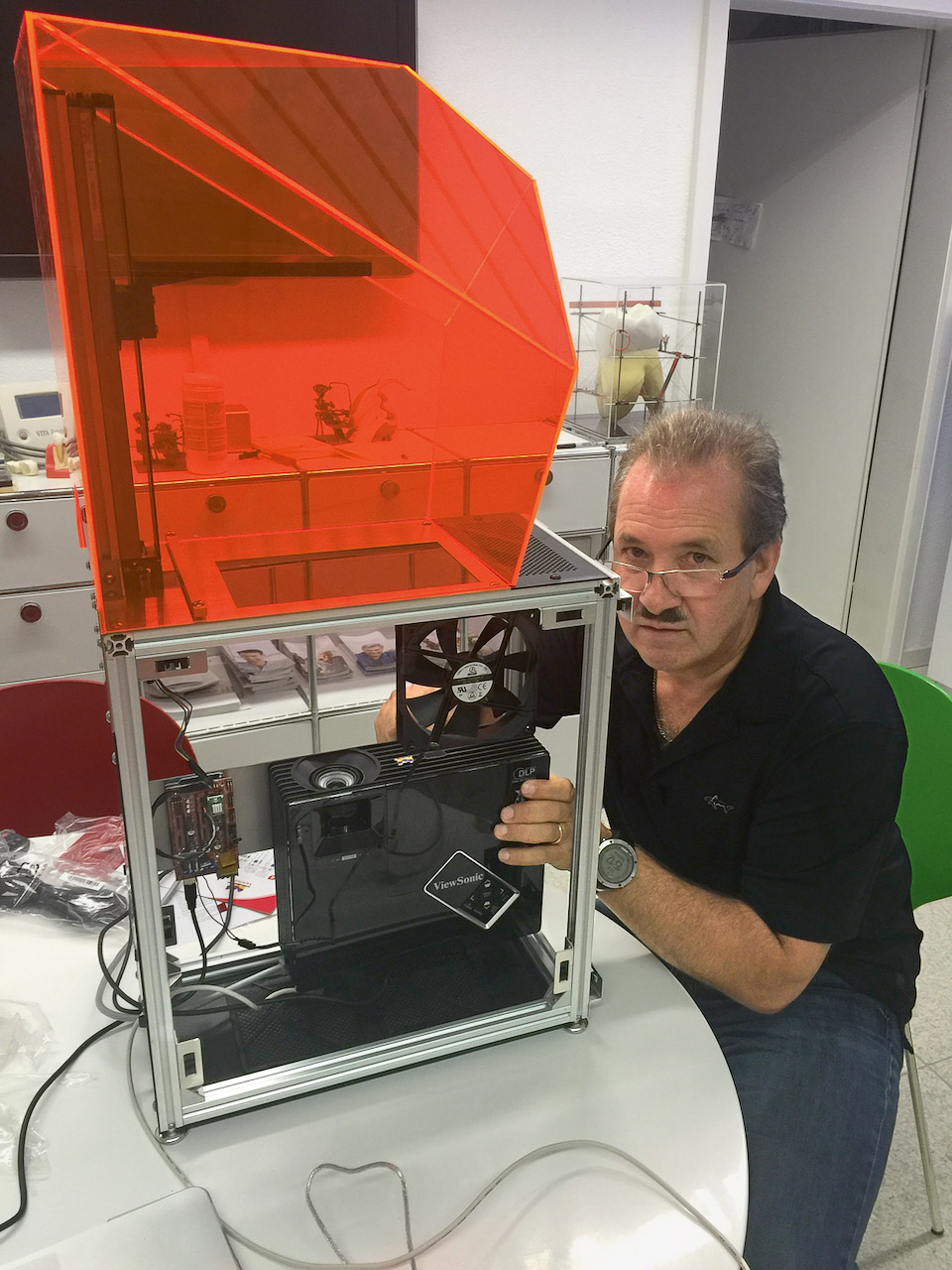
Abb. 1 Marke Eigenbau: Erfahrungen mit dem 3-D-Druck wurden unter anderem über den Bau eines eigenen Druckers gesammelt.
Vor einigen Jahren waren die Einstiegspreise für 3-D-Präzisionsdrucker für kleine Labore kaum erschwinglich. Daher entschied sich der Autor zum damaligen Zeitpunkt für den Kauf eines günstigen Druckers aus Taiwan. Die Werbung des Herstellers versprach, dass das Gerät alle zahntechnischen Wünsche erfülle. Schon nach einigen Tagen wurde klar, dass der Kauf eine Fehlentscheidung war. Alle Versuche, die Misserfolge während des Druckvorgangs zu reduzieren oder zu vermeiden, scheiterten. Zudem war die Kommunikation mit dem technischen Support aufgrund der Sprachbarriere wenig erfolgreich. Doch jeder Misserfolg bietet Chancen – in dem Fall war es die Motivation dafür, die 3-D-Drucktechnologie verstehen und beherrschen zu wollen. Es folgte die ungewöhnliche, aber rückblickend betrachtet gute Entscheidung, einen eigenen 3-D-Drucker zu bauen. Über eine fundierte Recherche sowie verschiedene Internet-Foren wurden Informationen gesammelt und der eigene 3-D-Drucker gebaut (Abb. 1). Das Gerät war gut – vergleichbar mit Formlabs-Druckern – um 3-D-Modelle für das Rapid Prototyping zu produzieren, allerdings ungeeignet, um präzise zahntechnische Modelle herzustellen. Daher fiel die Entscheidung für den Kauf eines professionellen dentalen Präzisionsdruckers. Die bereits gesammelten Erfahrungen waren hilfreich bei der Wahl eines der vielen auf dem Markt angebotenen dentalen 3-D-Drucker. Es war klar, dass für den Kauf des neuen Druckers nur ein Anbieter in Frage kam, der eine hohe Fachkompetenz hat und einen kompetenten Support und Service bei technischen Fragen anbietet.
Die Quintessenz Zahntechnik, kurz QZ, ist die monatlich erscheinende Fachzeitschrift für alle Zahntechniker und zahntechnisch interessierte Fachleute, die Wert auf einen unabhängigen und fachlich objektiven Informationsaustausch legen. Im Vordergrund der Beiträge und Berichterstattung steht die Praxisrelevanz für die tägliche Arbeit. In dieser Zeitschrift finden sich Zahntechniker, Dentalindustrie und die prothetisch orientierte Zahnarztpraxis mit ihren Anliegen nach einer hochwertigen Fortbildung gleichermaßen wieder. Zur Online-Version erhalten Abonnenten kostenlos Zugang. Mehr Infos zur Zeitschrift, zum Abo und zum Bestellen eines kostenlosen Probehefts finden Sie im Quintessenz-Shop.
Checkliste für den Kauf eines 3-D-Druckers
Das bis zu diesem Zeitpunkt gezahlte Lehrgeld war hoch. Daher sollte mit Bedacht der richtige Drucker gewählt werden. Der Markt bietet eine große Vielfalt und unterschiedlichste Gerätekonfigurationen – vom Industrie-3-D-Drucker bis hin zum billigen 3-D-Drucker für den Hausgebrauch. Jeder Hersteller promotet sein Gerät mit vielversprechenden Werbebotschaften. Für den interessierten Käufer ist es schwer, einen neutralen und transparenten Überblick zu wahren. Bei der Recherche nach einem 3-D-Drucker für den Laboralltag ist eine Checkliste empfehlenswert. Welche Kriterien sollten beim Kauf beachtet werden?
Offenes System: Es sollte möglich sein, mit Flüssigkeiten/Harzen unterschiedlicher Anbieter zu arbeiten.
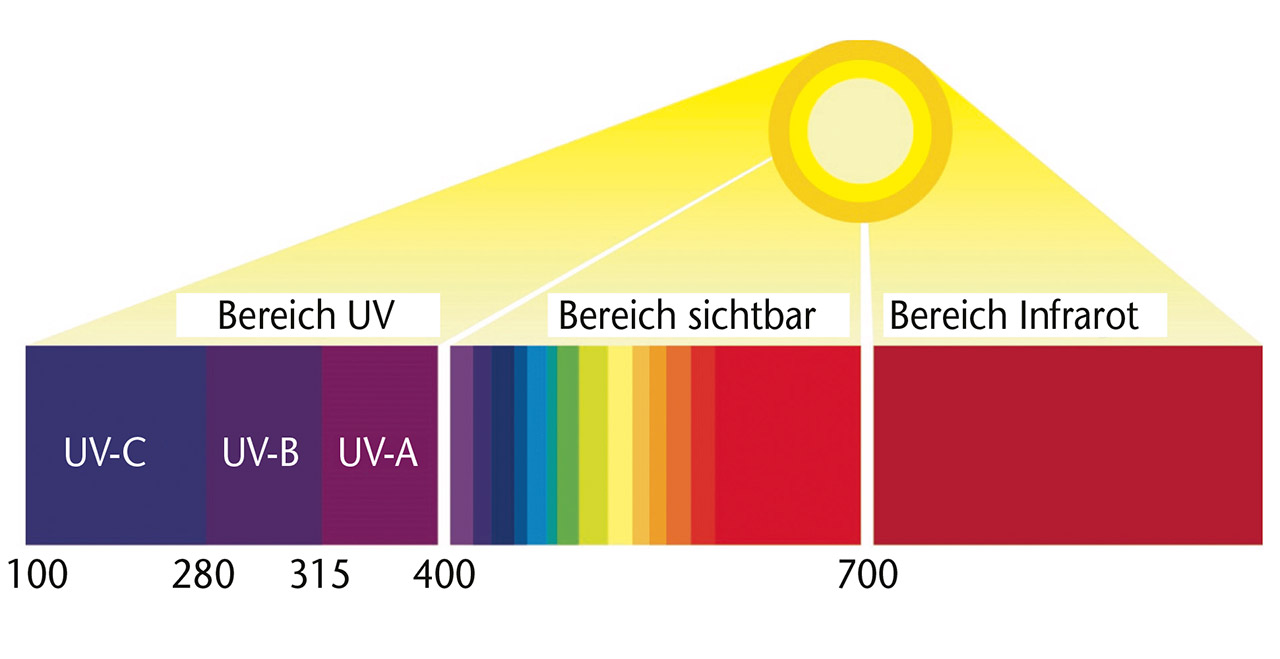
Lichtquelle: Empfohlen werden Geräte, die mit einer Lichtquelle im Bereich 385 nm arbeiten (sieh Punkt 3 des Artikels).
Software für die Druckvorbereitung: Es sollten Möglichkeiten für die Nacharbeit geboten werden (siehee Punkt 5 des Artikels).
Folgekosten: Vermeiden sollte man Pay-for-use (Dongle System), Verschlüsselungen für bestimmte Indikationen, Drucker, die an Harze vom Hersteller gebunden sind (hohe Kosten) sowie teure Trays (ideal = recyclable trays).
Faktor Zeit: Der Druck sollte zügig erfolgen und zum Beispiel bei Modellen und/oder Schienen nicht länger als 30 bis 60 Minuten dauern.
Support-Hotline: Es ist nicht immer leicht, die neue Technik im Laboralltag zu etablieren. Der Anbieter sollte da kompetente Unterstützung anbieten.
Bauplattform-Größe: Um wirtschaftlich agieren zu können, sollte es möglich sein, drei Modelle/Zahnkränze flachliegend auf die Bauplattform einzubringen (Zeitfaktor).
Genauigkeit XY-Achse: Häufig wird die Z-Achse mit einer hohen Genauigkeit von um Beispiel 20 µm angegeben. Aber: Weitaus wichtiger als die Z-Achse ist die XY-Genauigkeit. Diese sollte 100 µm oder geringer sein. Nach mehr als zwei Jahren Erfahrung zeigt sich, dass 100 µm ausreichend für den Dentalbereich sind. Ob 60 µm oder 75 µm ist irrelevant; hier wird Verunsicherung durch gewisse Firmen gestreut. Bei geringeren XY-Werten ist der Projektor näher zum Bauobjekt, wodurch sich der druckbare Bereich verkleinert.
Kurs: Um Möglichkeiten, Grenzen und Fallstricke beherrschen zu lernen, sollten Kurse und Fortbildungen besucht werden.
Abb. 2 Zu empfehlen sind Flüssigkeiten, ...
Abb. 3 ... die mit einer Lichtquelle von 385 nm arbeiten. Vorteile: geruchsneutral, geringe Monomerfreisetzung und farbbeständig (transparent bleibt transparent).
Abb. 4 Die Polymerisationsgeräte Otoflash (NK Optik) ...
Abb. 5 ... und Twinsmile.
Materialwahl
Theoretisch können mit 3-D-Druckern fast alle Indikationen umgesetzt werden. Neuralgischer Punkt ist jedoch das Material. In der Regel handelt es sich um ein flüssiges Harz. Bei der Wahl der Flüssigkeit sollten konkrete Parameter beachtet und deutsche Qualitätsstandards einbezogen werden. Empfohlen werden können die Druckermaterialien der Firmen Scheu Dental sowie Detax (Abb. 2). Beide Unternehmen bieten hochwertige Materialien, die in einem Bereich von 385 nm angewandt werden (Abb. 3). Die Materialien sind farbbeständig. Außerdem sind die Flüssigkeiten in ihrer Konsistenz relativ dick, sodass kaum Monomer freigesetzt wird. Zudem ist das Material nahezu geruchsneutral. Materialien, die in einem Bereich von 405 nm aushärten, setzen vergleichsweise viel Monomer frei und verfärben sich gelblich. Dies ist zum Beispiel bei transparenten Schienen absolut unerwünscht.
Hinweis: Grundsätzlich müssen alle gedruckten Objekte nach dem Druck in einem Ultraschallbad gereinigt und im Polymerisationsgerät (zum Beispiel Otoflash oder Twinsmile) ausgehärtet werden (Abb. 4 und 5). Für das Aushärten empfiehlt sich auch das Zuführen von Stickstoff.
Gängige Indikationen
In welchen Indikationen ist der 3-D-Druck rentabel und sinnvoll einzusetzen? Die Antworten sind ebenso vielfältig wie die Anwendungsbereiche. Bewährt im Laboralltag haben sich zum Beispiel Modelle für Aligner-Schienen, Provisorien, Modelle, Bohrschablonen/Positionierungsschablonen, Michigan-Schienen, Gussteile, Testeneers, individuelle Löffel, Prothesenbasen etc.
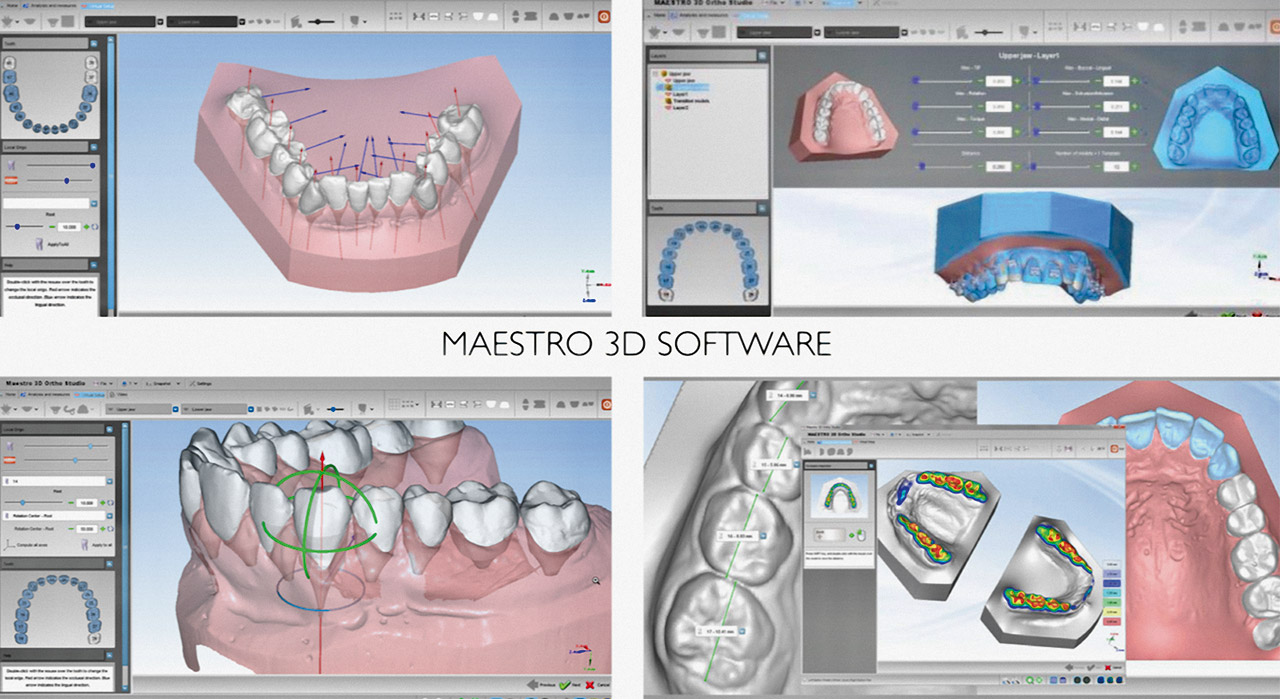
Abb. 6 Planung einer Zahnstellungskorrektur (Software Maestro 3D Dental Studio, AGE Solutions, Pontedera, Italien).
Abb. 7 Übersicht der einzelnen Sequenzen. Pro Sequenz wird ein Dreier-Schienen-Set benötigt.
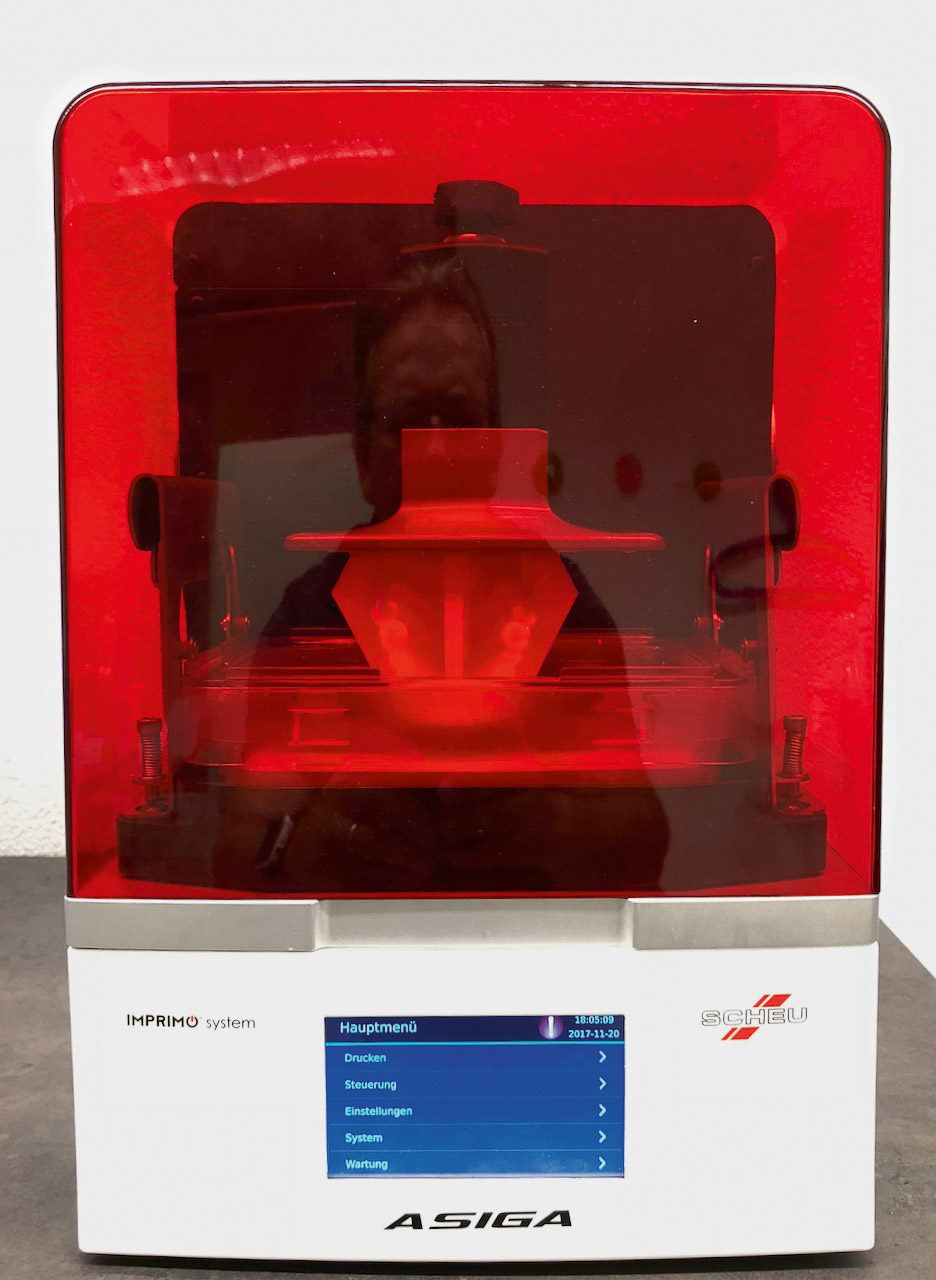
Abb. 8 3-D-Drucker Asiga MAX (Scheu-Dental).
Abb. 9 Gedruckte Aligner-Modelle.
Abb. 10 Effizientes Herstellen der Aligner-Schienen mit einem speziellen Tiefziehgerät und entsprechenden Tiefziehfolien.
Abb. 11 Die Schienen für die Sequenzen der Aligner-Therapie werden in einem ästhetischen Set übergeben.
Aligner-Schienen
Schienen für die Aligner-Therapie werden seit Jahren von Fertigungszentren angeboten. Mit dem eigenen 3-D-Drucker bleibt die Wertschöpfung nun im Labor. Das Potenzial ist hoch und das Verfahren mit etwas Erfahrung und kieferorthopädischer Kompetenz einfach im Laboralltag zu etablieren. Benötigt wird eine Software, in der die Zähne virtuell in die entsprechende Position rotiert werden. Die Software errechnet die für die Korrektur der Zahnstellung benötigten Schritte und ermittelt die Zahl der Modelle. Es wird empfohlen, die Planung von einem kieferorthopädischen Spezialisten vornehmen zu lassen. Die Schritte der Planung sind in der Abbildung 6 dargestellt. Die grafische Darstellung (Abb. 7) zeigt den Weg einer Aligner-Therapie über drei Sequenzen.
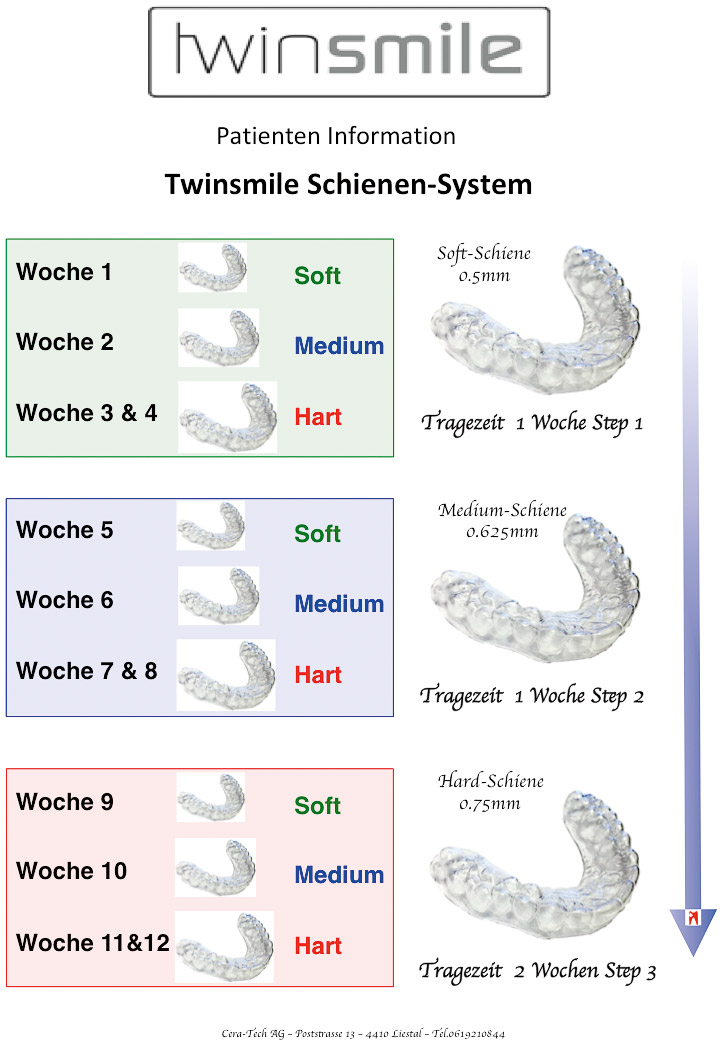
Im nächsten Schritt wird für jede Sequenz ein Modell gedruckt, gereinigt, ausgehärtet (Abb. 8 und 9). Auf diesen Modellen werden dann im Tiefziehgerät (Biostar, Fa. Scheu-Dental) Schienen tiefgezogen. Scheu-Dental bietet drei unterschiedliche Tiefziehfolien mit dem Namen DURAN in soft, medium und hart an (Abb. 10). Im gezeigten Fall erhält der Patient drei Modell-Sätze mit neun Schienen (pro Sequenz je drei Schienen). In der ersten Sequenz trägt der Patient die 0,5 mm starke Schiene für zirka eine Woche. Danach folgt das Tragen der mittelharten Schiene (0,625 mm), bevor dann die harte Schiene (0,75 mm) für zwei Wochen getragen wird. Selbige Reihenfolge wird in der zweiten und dritten Therapiesequenz vorgenommen. Je nach Umfang dauert die Korrektur der Zahnfehlstellung zirka zwölf Wochen. Auf dargestelltem Weg die Aligner-Schienen herzustellen, ist effizient. Der Patient erhält alle für die Korrektur der Zahnstellung benötigten Schienen in einem hochwertig-ästhetischen Set (Abb. 11). Die Wertigkeit dieser in der Regel rein ästhetisch indizierten Behandlung wird mit einer entsprechenden Präsentation nochmals unterstrichen.
Abb. 13 bis 15 Unterschnitte am digitalen Modell werden ausgeblockt.
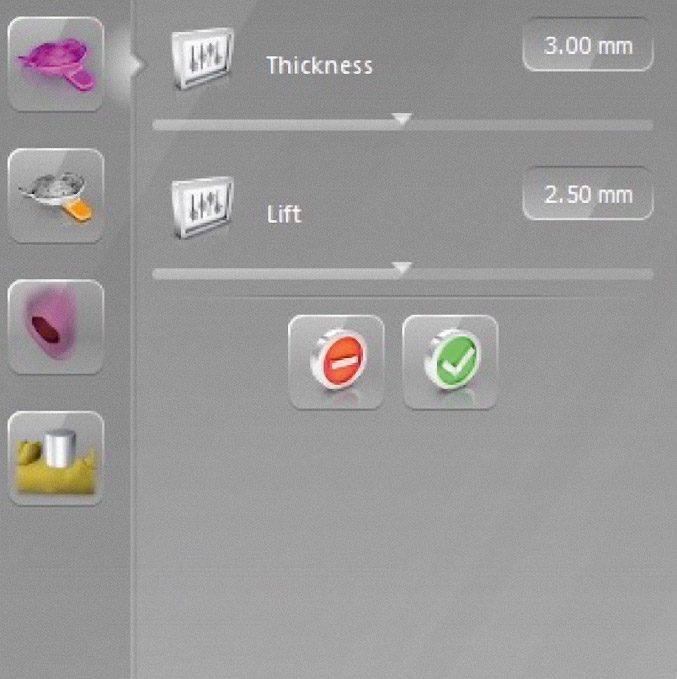
Abb. 14 Die Stärke des Platzhalters wird festgelegt.
Abb. 15 Die Löffeldicke wird ausgewählt.
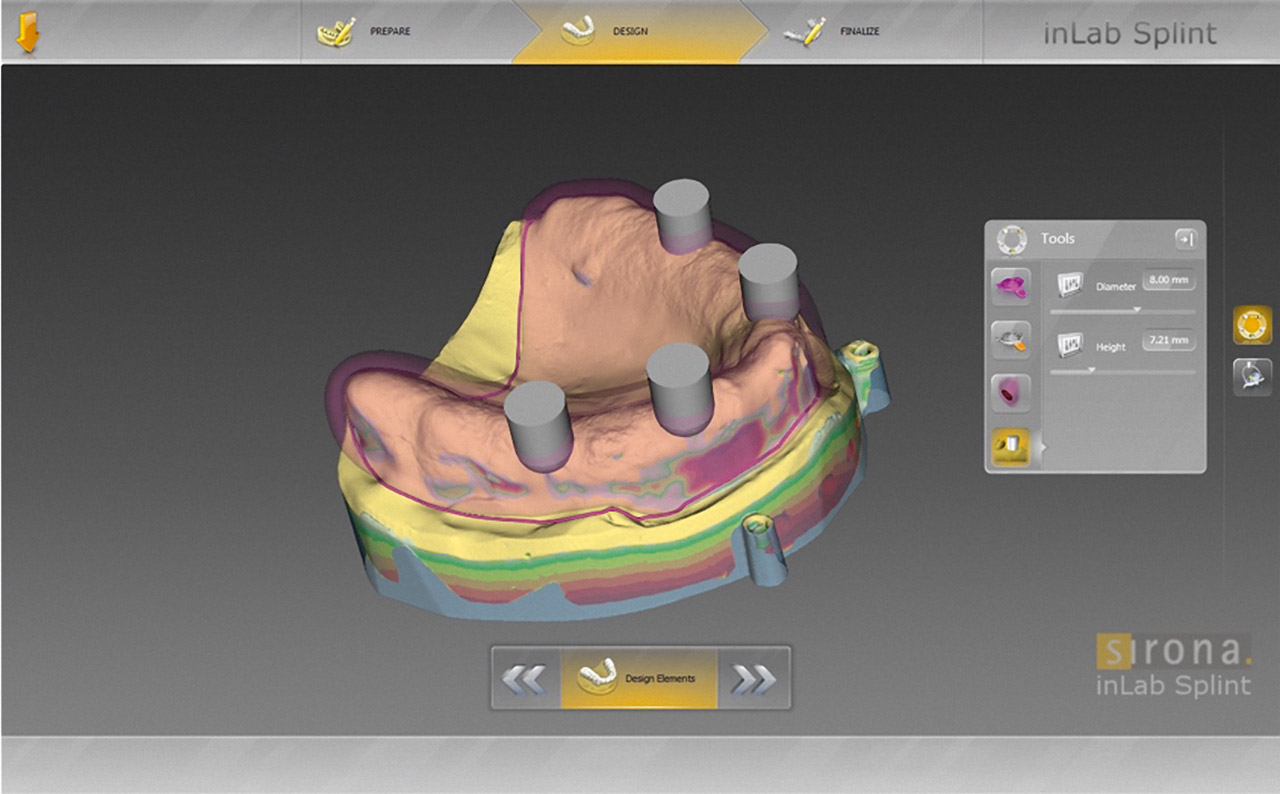
Abb. 16 bis 19 Werdegang der CAD-Löffelkonstruktion, hier mit Kaminen für die saubere Führung der Abformpfosten.
Abb. 17
Abb. 18
Abb. 19
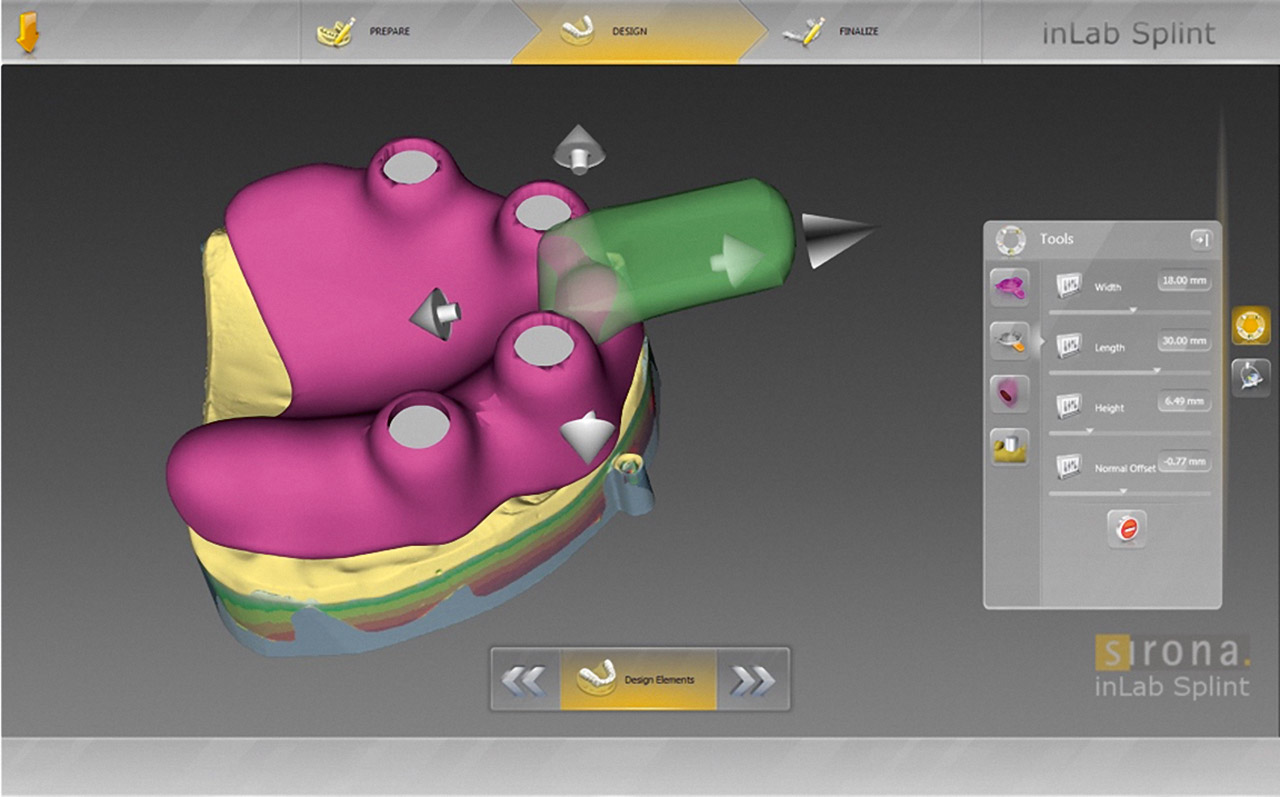
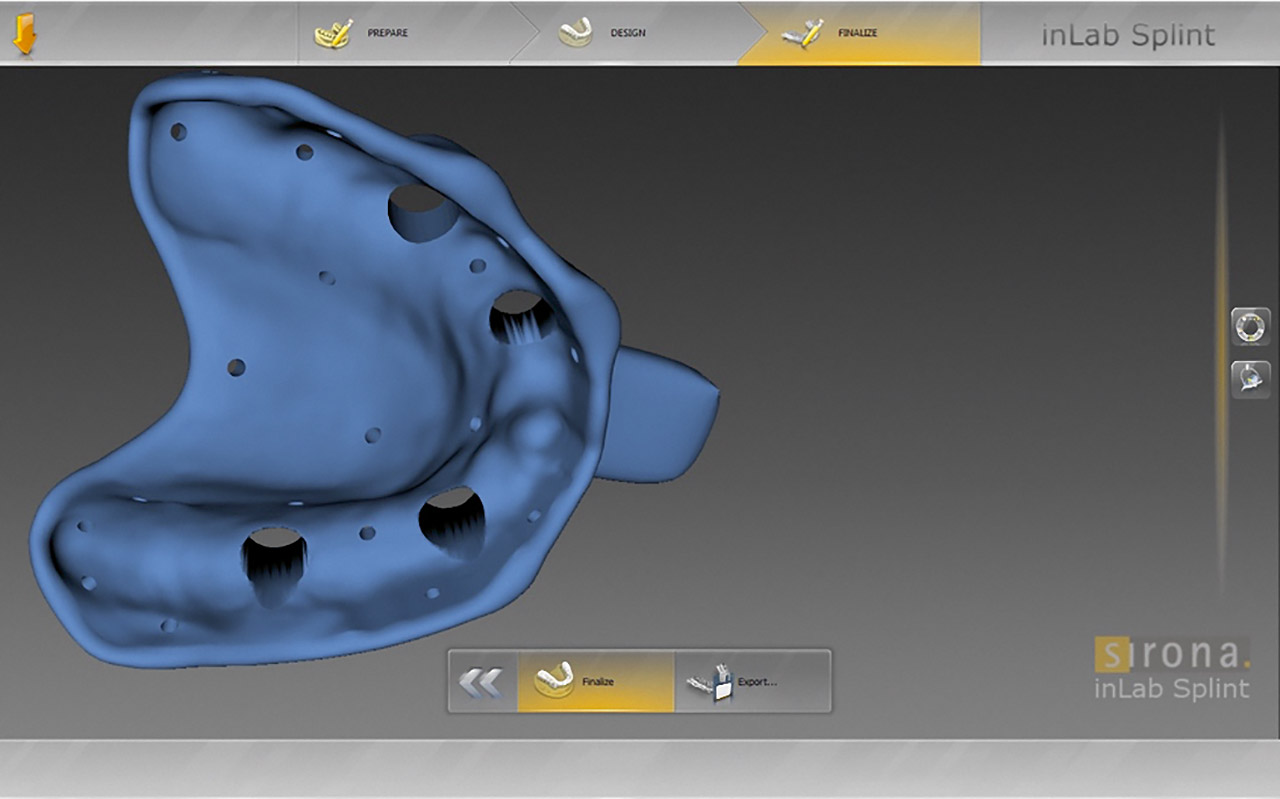
Abb. 20 bis 22 Konstruierter Abformlöffel. Die gesamte Konstruktion dauert ca. 1,5 Minuten.
Abb. 21
Abb. 22
Abb. 23 und 24 In der Druckersoftware werden die Supports automatisch angebracht ...
Abb. 24 ...und gegebenenfalls angepasst.
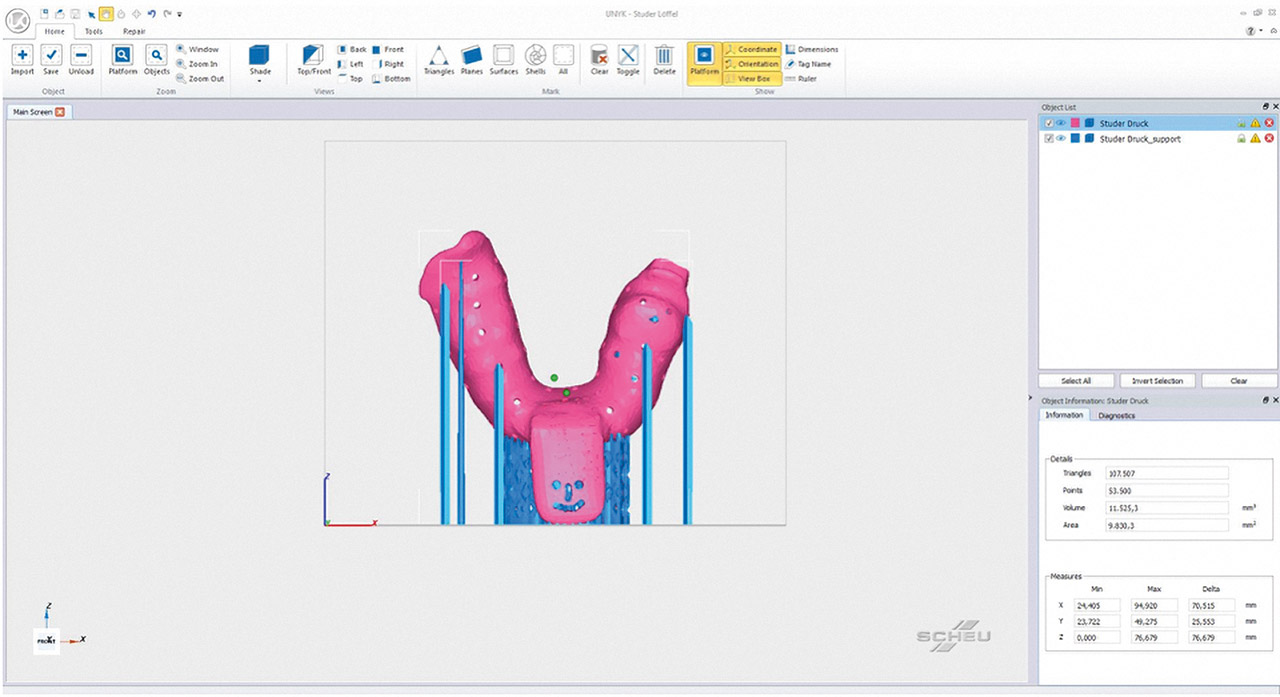
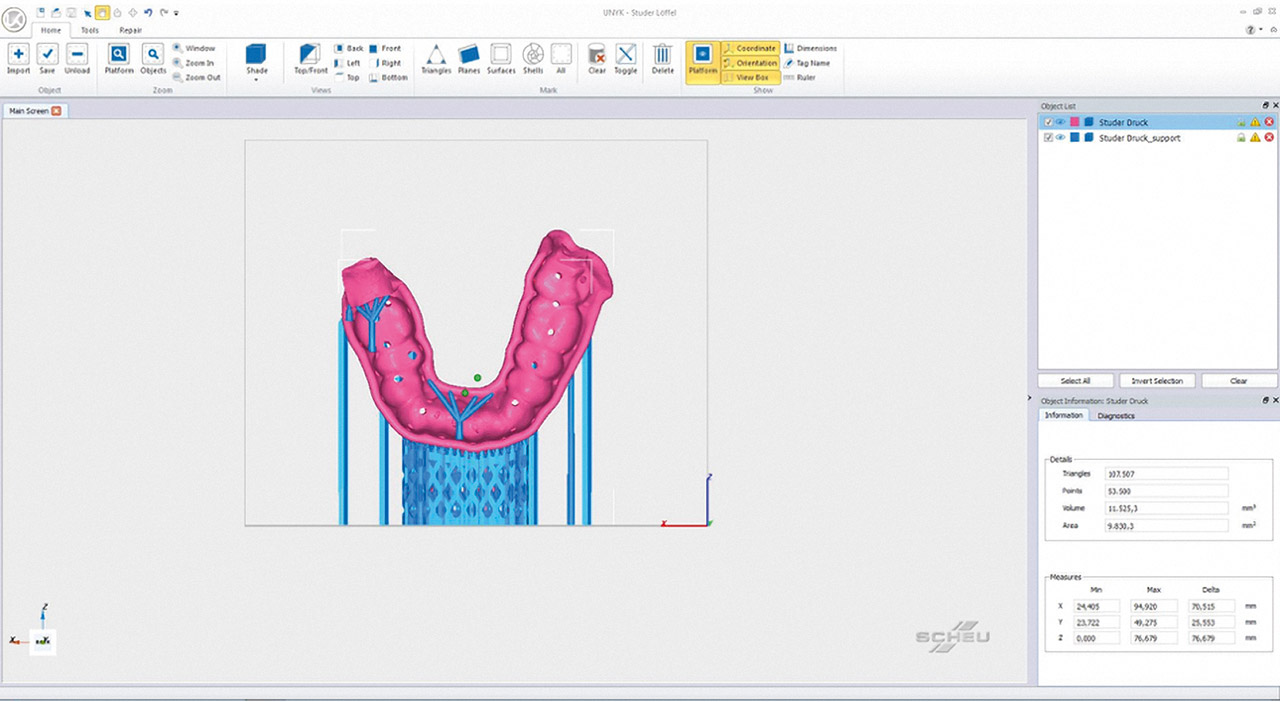
Abb. 25 Stehende Positionierung der Löffel auf der Bauplattform. Bei Bedarf können viele Löffel in einem Druckvorgang gefertigt werden.
Abb. 26 Die gedruckten Löffel auf der Bauplattform.
Abb. 27 Die verschiedenen Drucker, die im Labor des Autors im Einsatz sind.
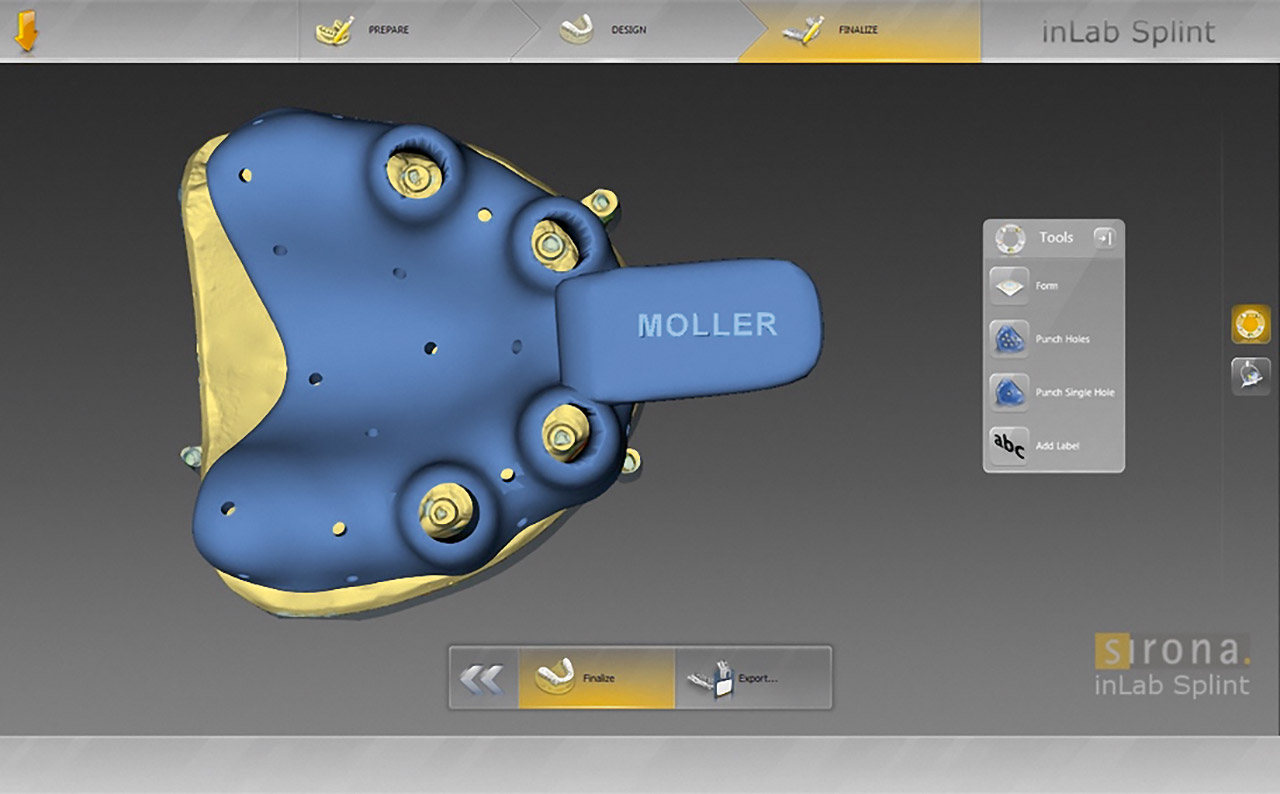
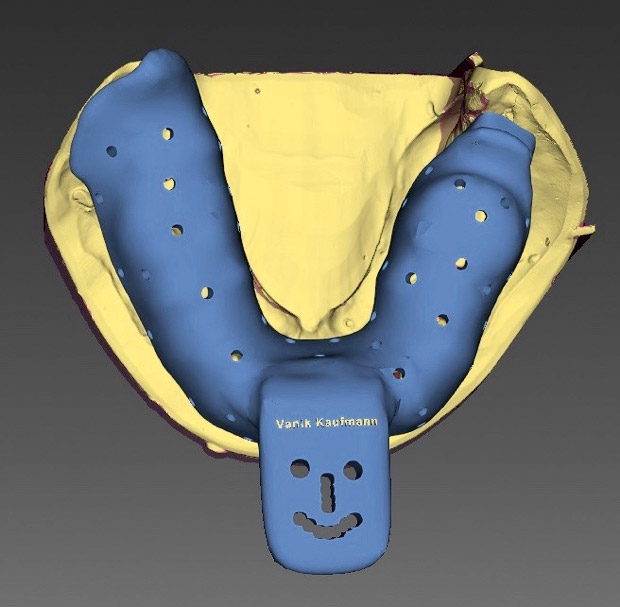
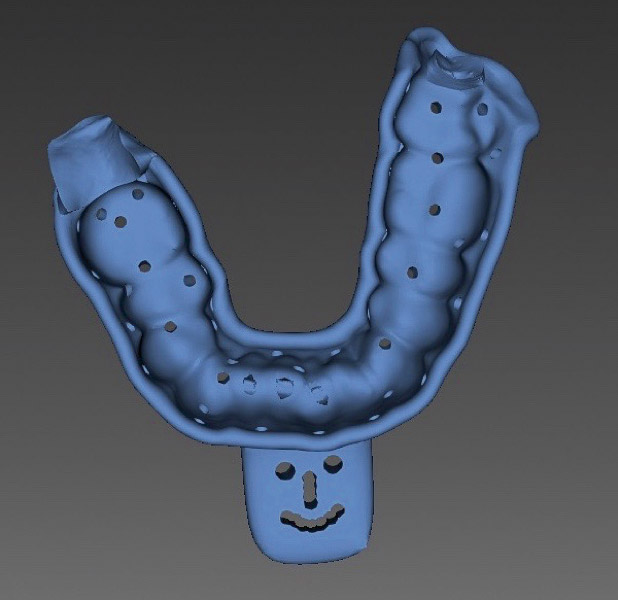
Individuelle Löffel
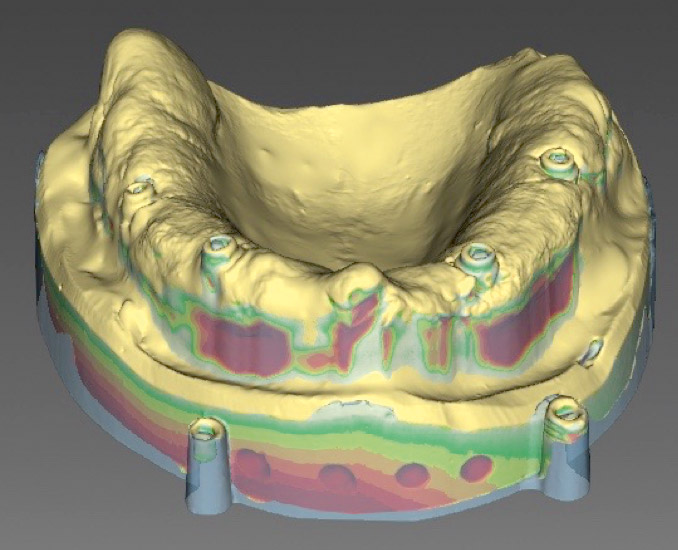
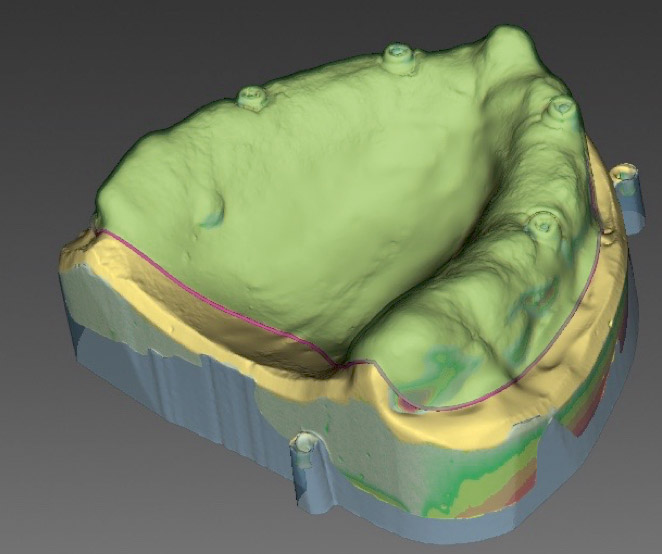
Mit dem 3-D-Drucker können auch einst rein analoge Arbeitsschritte digitalisiert werden. Beispiel ist der individuelle Löffel. In der speziellen Software (InLab Splint, Dentsply Sirona, Italien) werden nach dem Digitalisieren des Modells Unterschnitte angezeichnet und Löffeldicke sowie Platzhalter ausgewählt (Abb. 13 bis 15). Bei Implantat-Abformlöffeln können Kamine angebracht werden, die eine sichere Führung der Abformpfosten gewährleisten (Abb. 16 bis 19). Die Software konfiguriert den Abformlöffel und aus der Bibliothek heraus wird der Griff gewählt. In zirka 1,5 Minuten ist das digitale Design des Löffels erstellt (Abb. 20 und 21). Die Daten werden in die CAM-Software übertragen und gedruckt (hier ASIGA, Scheu-Dental, oder Curaden Vittro 100) (Abb. 22 bis 25). Als Material bietet sich z. B. Imprimo LC Impression (Fa. Scheu-Dental) an (Abb. 26).
Werden viele Löffel in einem Druckvorgang hergestellt, wird die Konstruktion stehend auf die Bauplattform adaptiert (Dauer zirka 120 Minuten). Sollen auf die Schnelle nur wenige Löffel gedruckt werden, wird die Konstruktion liegend eingebracht (Dauer zirka 15 bis 30 Minuten). Hierbei sind im Gegensatz zum „stehenden“ Druck mehrere Supports (Verbinder zur Bauplattform) notwendig. Nach dem Druck werden die Supports entfernt und die Löffel nachgehärtet. Das Reinigen und Endhärten dauert in der Regel ca. 6 Minuten. Der präzise und sauber gefertigte Löffel ist zur Abformung bereit.
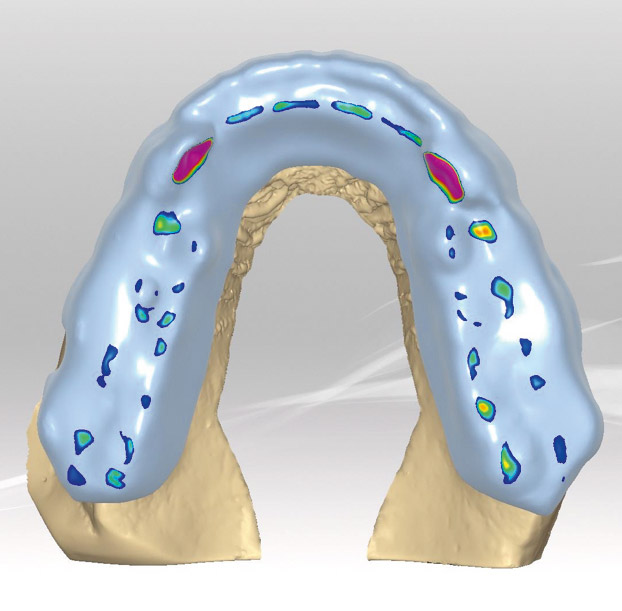
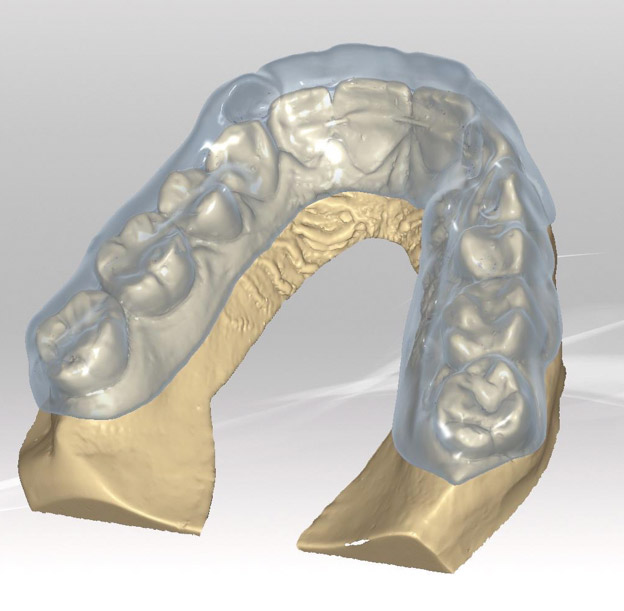
Abb. 28 Digitales Modellpaar zum Konstruieren der Michigan-Schiene.
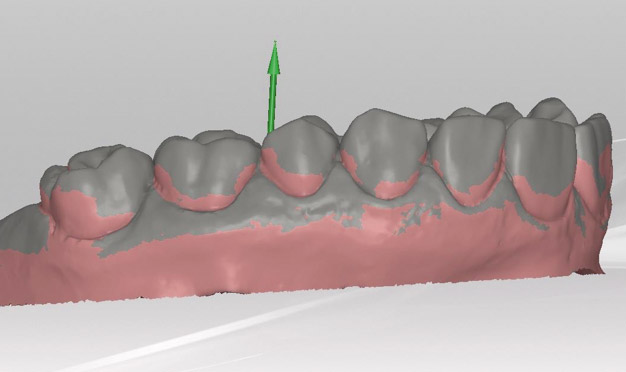
Abb. 29 Die Einschubrichtung wird festgelegt.
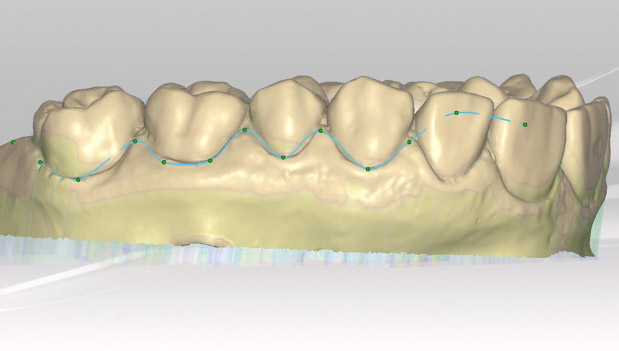
Abb. 30 Die Schienenlänge wird ebenfalls ausgezeichnet.
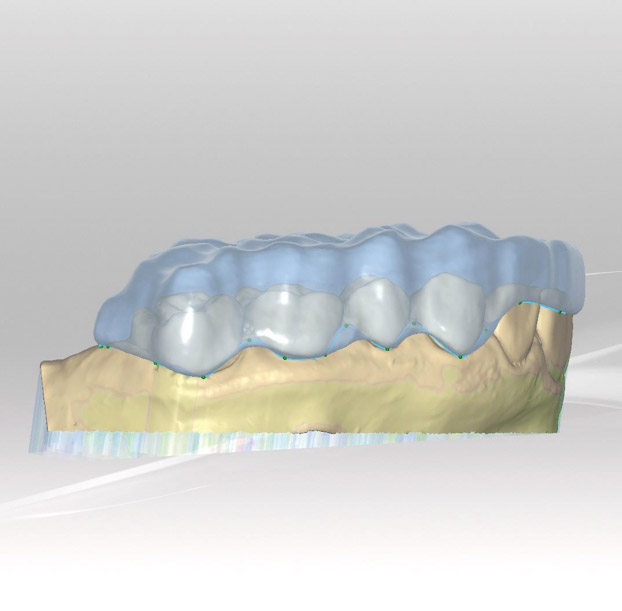
Abb. 31 Kontrolle der Schiene.
Abb. 32 Kontrolle der okklusalen Kontakte im Artikulation
Abb. 33 Die fertige Konstruktion
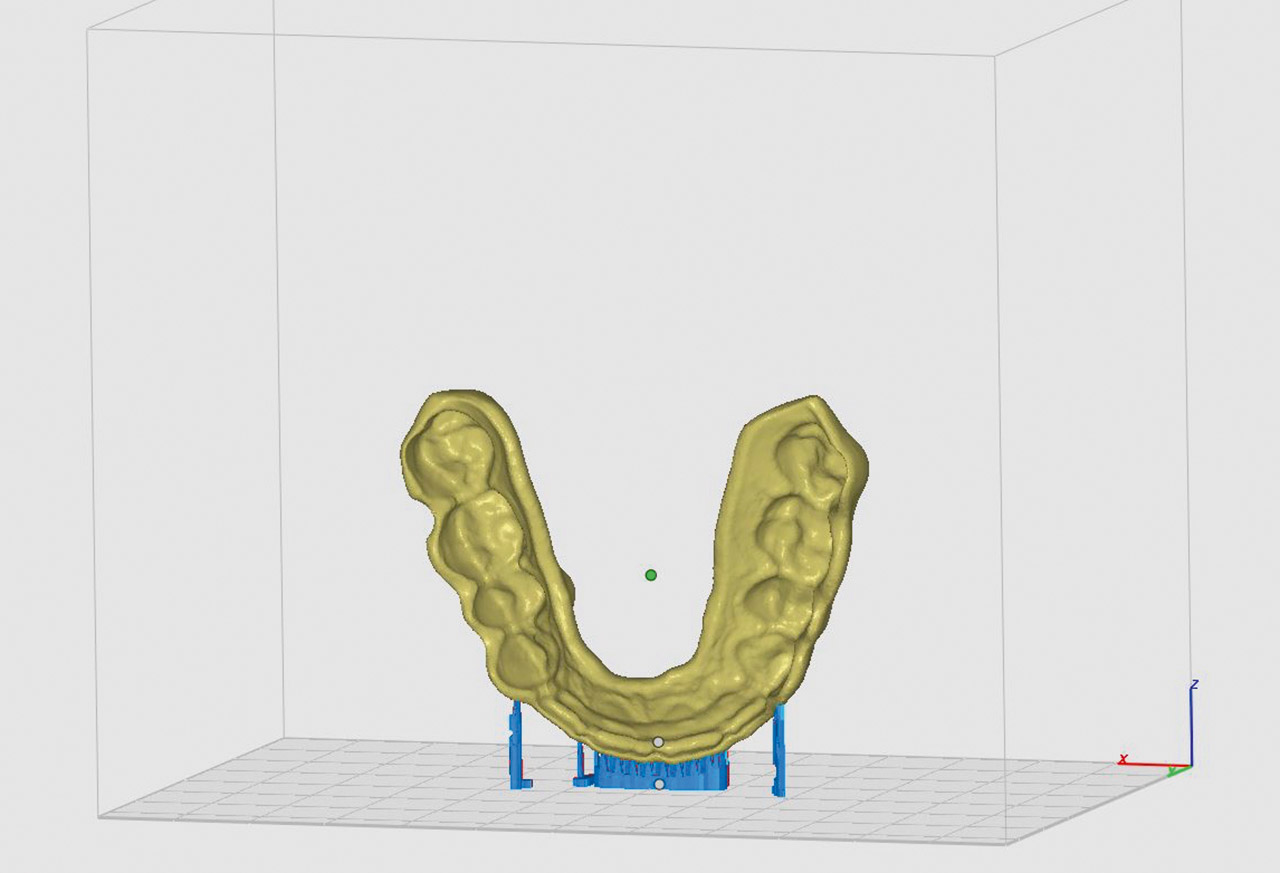
Abb. 34 Stehende Positionierung der Schiene in der Druckersoftware.
Abb. 35 Druck der Schiene (Plattform des Asiga MAX).
Abb. 36 Die gedruckte Schiene im Patientenmund.
Michigan-Schiene
Schienen auf digitalem Weg herzustellen, ist in vielen Laboren etabliert; in der Regel über die Frästechnologie. Doch auch hier können die Vorzüge des 3-D-Drucks genutzt werden. Wichtig ist ein offener STL-Datensatz der Mund- bzw. Modellsituation. Der Datensatz wird in die CAD-Software importiert und am 3-D-Modell die Einschubachse definiert (Abb. 20). Nach dem Anzeichnen der Schienenbegrenzung wird im digitalen Artikulator der Gegenbiss eingeblendet. Bei der Konstruktion gelten die bekannten Parameter der klassischen analogen Zahntechnik, zum Beispiel leichte Eckzahnführung (Abb. 21). Die Schiene wird stehend gedruckt, um die okklusalen Bereiche von Stützen und Supports freizuhalten (Abb. 22 und 23). Nach dem Druck bzw. der Aushärtung zeigt die Schiene auf dem Modell eine hervorragende Passung. Es erfolgt nur noch die Politur (Abb. 24). Das Vorgehen ist effizient, insbesondere wenn viele Schienen mit einem Druckgang umgesetzt werden.
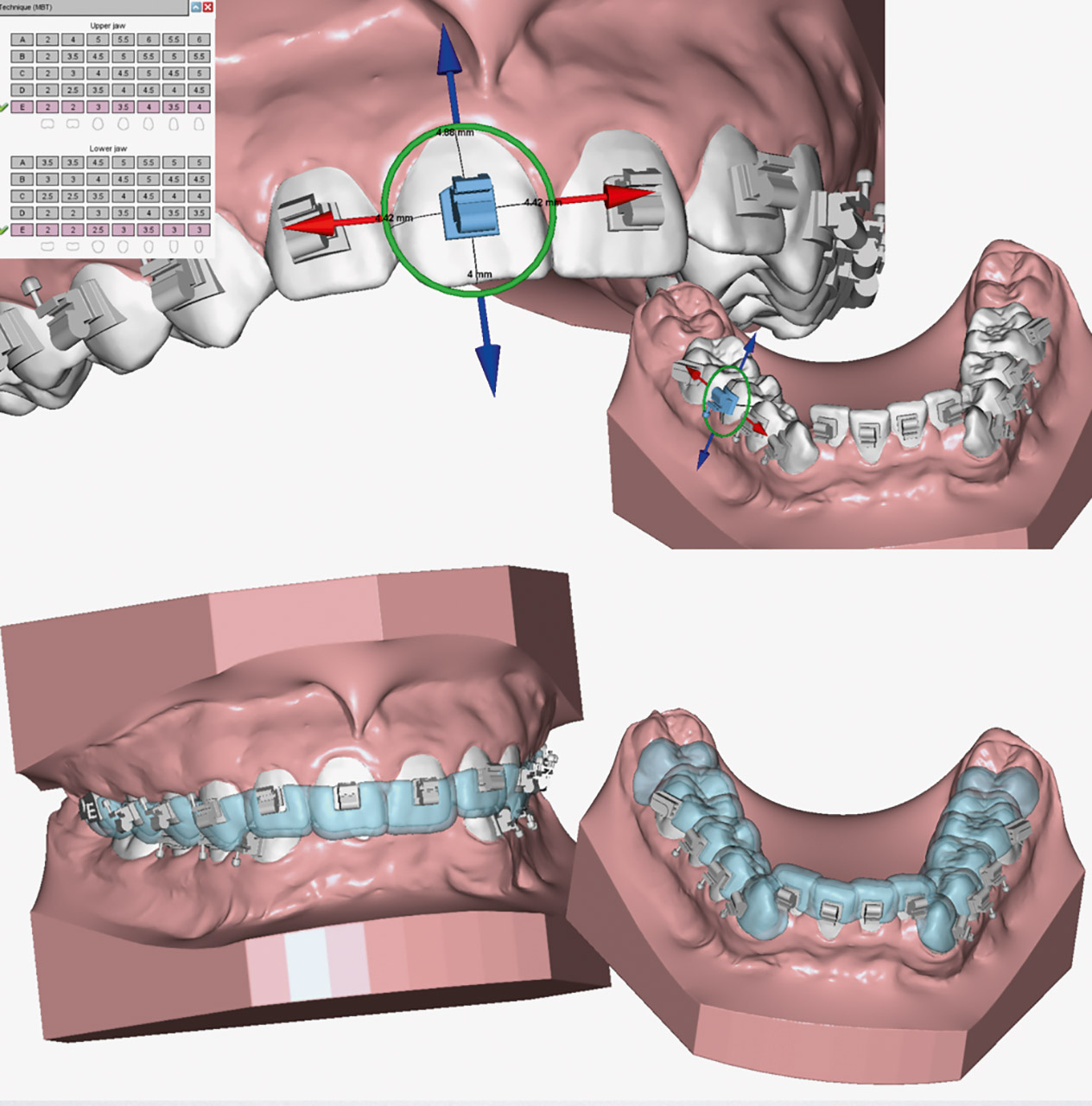
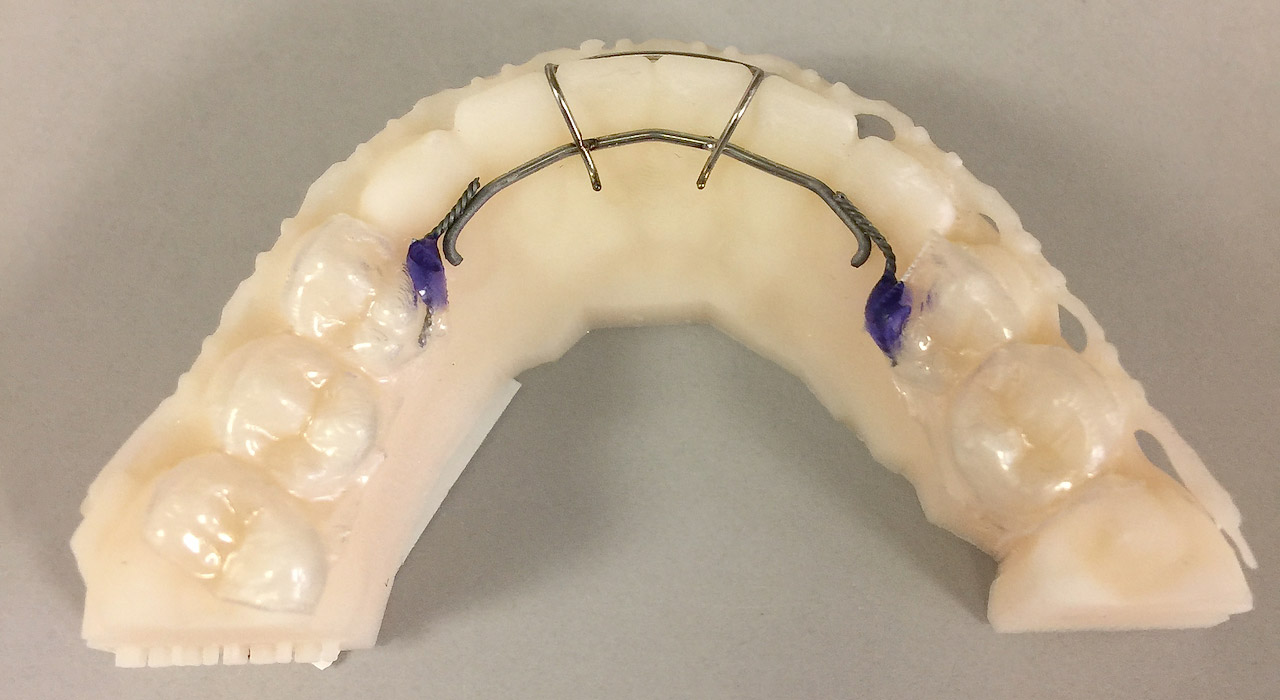
Bracket-Positionierungsschienen
Abb. 37 Digitale Konstruktion der Bracket-Positionierungsschiene.
Abb. 38 Gedruckte Positionierungsschiene auf dem gedruckten Modell.
Abb. 39 Die Schiene muss vor dem Verkleben der Brackets im Mund isoliert werden.
Abb. 40 bis 42 Mit der Positionierungsschiene wird dem Zahnarzt ein sinnvolles Hilfsmittel zum einfachen Verkleben der Brackets geboten.
Abb. 41
Abb. 42
Eine weitere Indikation sind Bracket-Positionierungsschienen. Entsprechend der Vorgabe des Kieferorthopäden werden die Brackets digital auf das Modell adaptiert und basierend darauf die Schablone gedruckt (Abb. 37 und 38). Der Zahnarzt erhält mit der gedruckten Schiene eine wertvolle Hilfestellung, um die Brackets innerhalb kürzester Zeit im Mund zu platzieren. Die Schablonen müssen vor dem Verkleben entsprechend isoliert werden (Modellisolierung, Scheu-Dental) (Abb. 39). Es sind vielfältige Schienen-Konfigurationen möglich, zum Beispiel weichbleibende Schiene oder Schiene für die Positionierung lingualer Brackets (Abb. 40 bis 42).
Abb. 43 Verschiedene gedruckte Modelle: Modell mit Retainer.
Abb. 44 Gedrucktes Stumpfmodell
Modelle
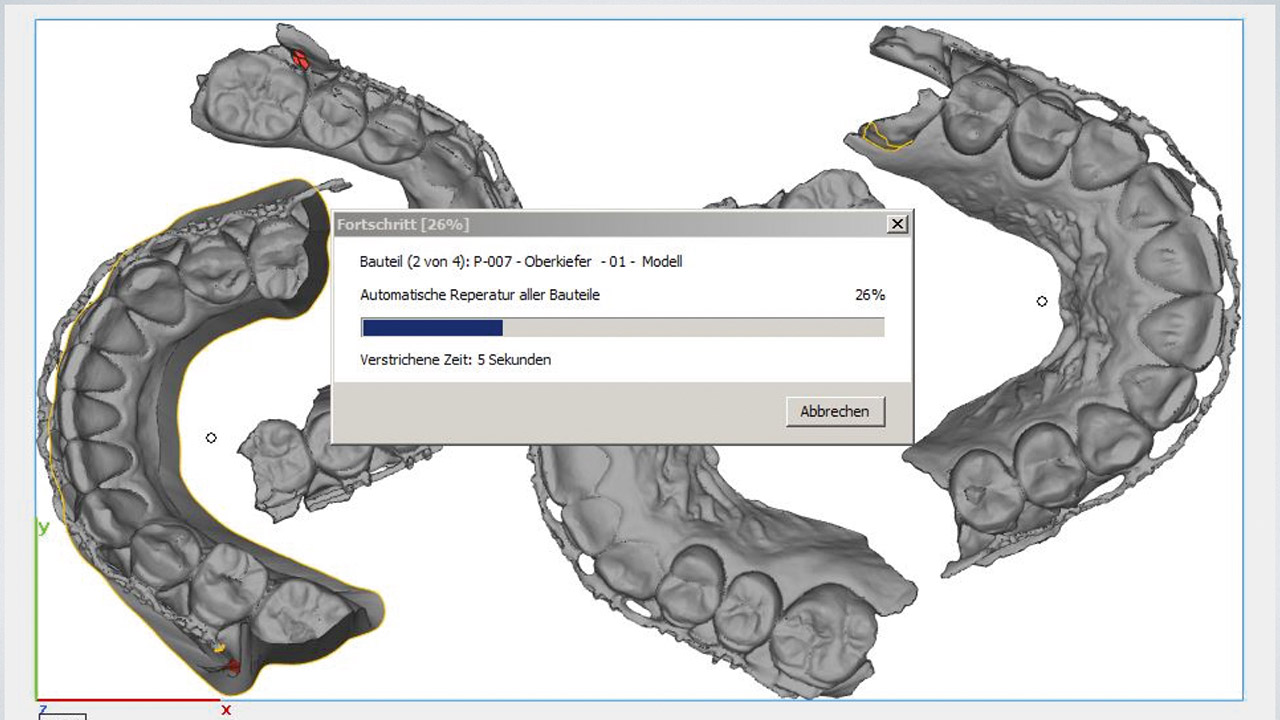
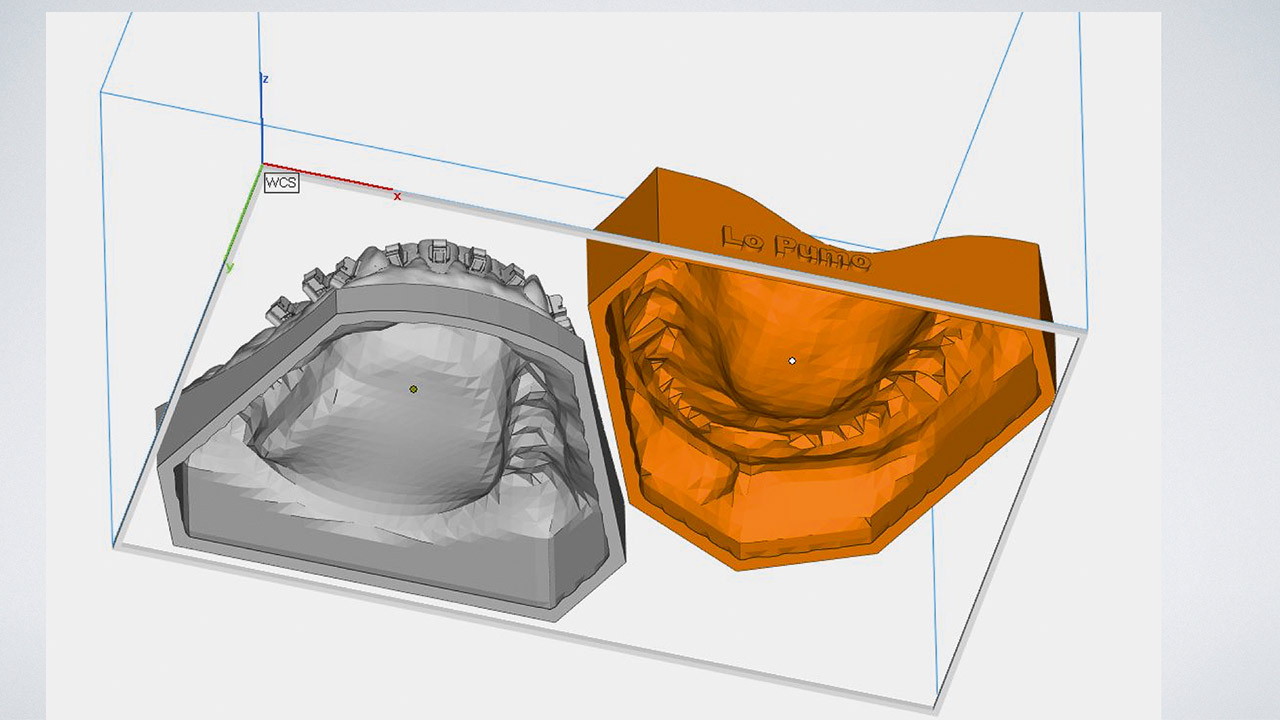
Der Druck von Modellen ist logische Konsequenz im digitalen Workflow. Gedruckt werden kann jedwede Art von Modellen; Aligner-Modell, Modell des zahnlosen Kiefers, Stumpfmodell (Gellermodell), beschriftetes Modell, Teilmodell etc. (Abb. 43 und 44). Das Vorgehen ist einfach und doch treten immer wieder Probleme auf, zum Beispiel werden Modelle nicht sauber oder nur unvollständig gedruckt. Solche Fehldrucke können mit etwas Erfahrung verhindert werden. Der wichtigste Punkt zur Fehlervermeidung ist der richtige Umgang mit einer geeigneten Software.
Abb. 45 Importfunktion
Abb. 46 Supportfunktion
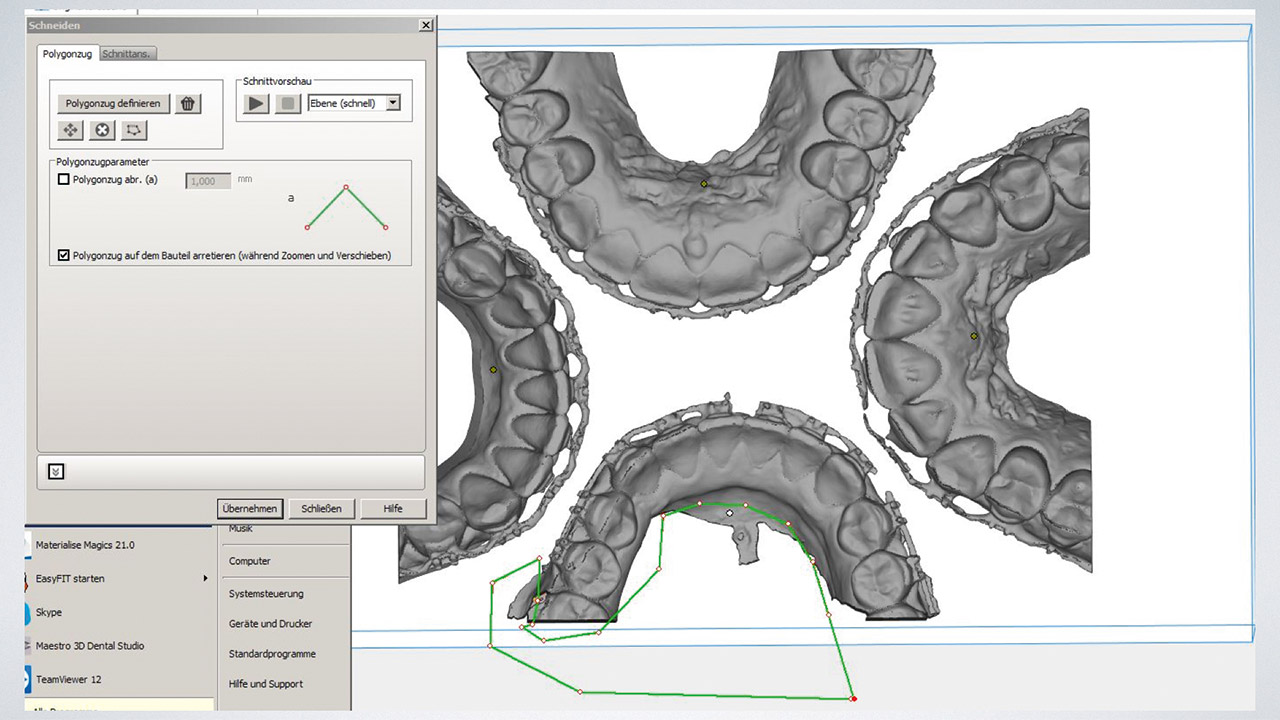
Abb. 47 Cutfunktion
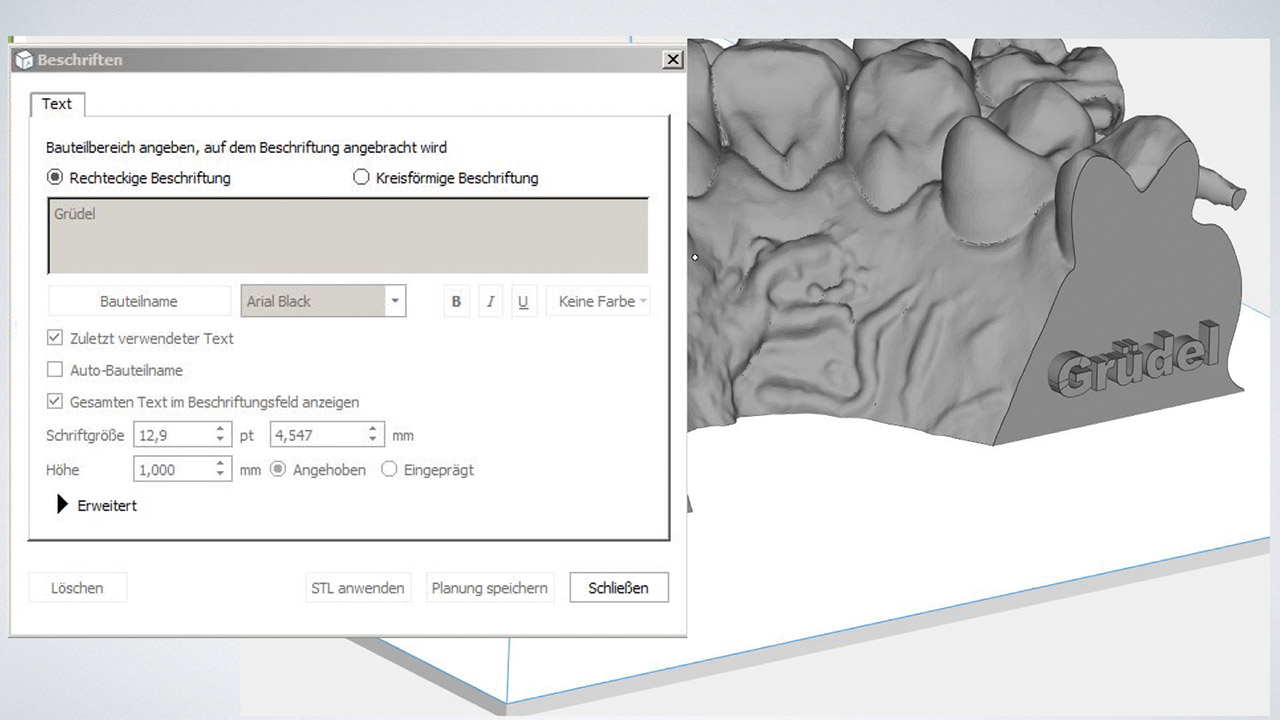
Abb. 48 Textfunktion
Abb. 49 Aushöhlfunktion der Druckersoftware
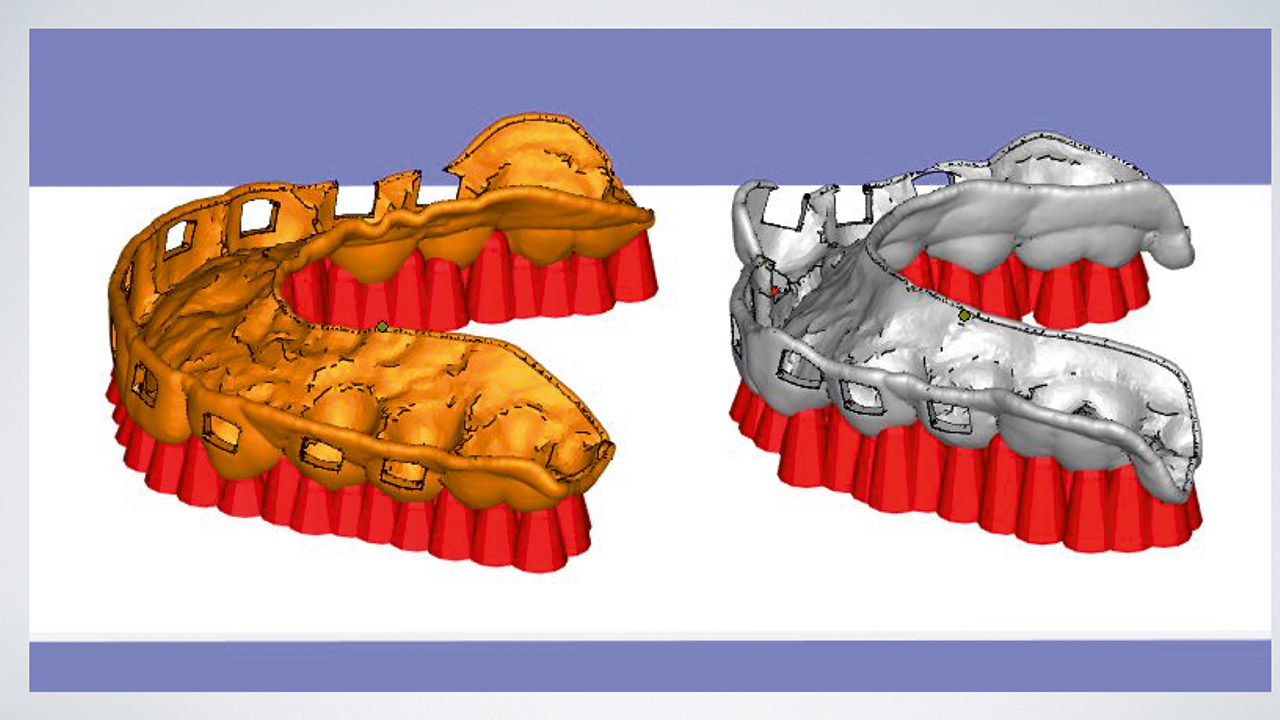
Die Software
Ebenso wichtig wie der Drucker ist eine Software, mit der sich die zu druckenden Objekte effektiv und einfach platzieren lassen. Um Fehldrucke zu vermeiden, sollte das Ausrichten der Objekte an der Bauplattform und die Erzeugung von Supportstrukturen in einer übersichtlichen Art und Weise möglich sein. So werden die häufigsten Ursachen für Fehldrucke direkt vermieden. Die Software, die mit dem 3-D-Drucker ausgeliefert wird, ist eine reine Nesting-Software. Dies bedeutet, dass die zu erzeugenden Objekte druckfertig konstruiert vorliegen müssen. Möglichkeiten für die Modifikation der Objekte (Beschriftung, Beschneidung, Reparatur) sind von der Konstruktionssoftware zu erwarten und nicht von der kostenlosen, lizenzfreien Druckersoftware.
Sind die Modelle platziert, zerlegt die Software das Modell virtuell in einzelne Schnitte (Slices). Werden Schnitte in 100-µm-Genauigkeit auf der z-Achse vorgenommen, entsteht eine relativ grobe Oberfläche. Bei 50-µm-Genauigkeit auf der z-Achse ist die gedruckte Oberfläche feiner und bei 20 µm entsteht eine fast glatte Oberfläche. Achtung: Je mehr Schnitte vorgenommen werden, desto feiner die Oberfläche, aber desto länger dauert der Druck. Im Alltag des Autors haben sich 100 µm bewährt. Aus der Software heraus werden vor dem Druck Bilder erzeugt, in denen die einzelnen Schnittbilder zu erkennen sind. Normalerweise laufen die Prozesse im Hintergrund ab. Doch für eine möglichst geringe Fehlerquelle sollte der Zahntechniker die Möglichkeit haben, die Schnittbilder zu kontrollieren.
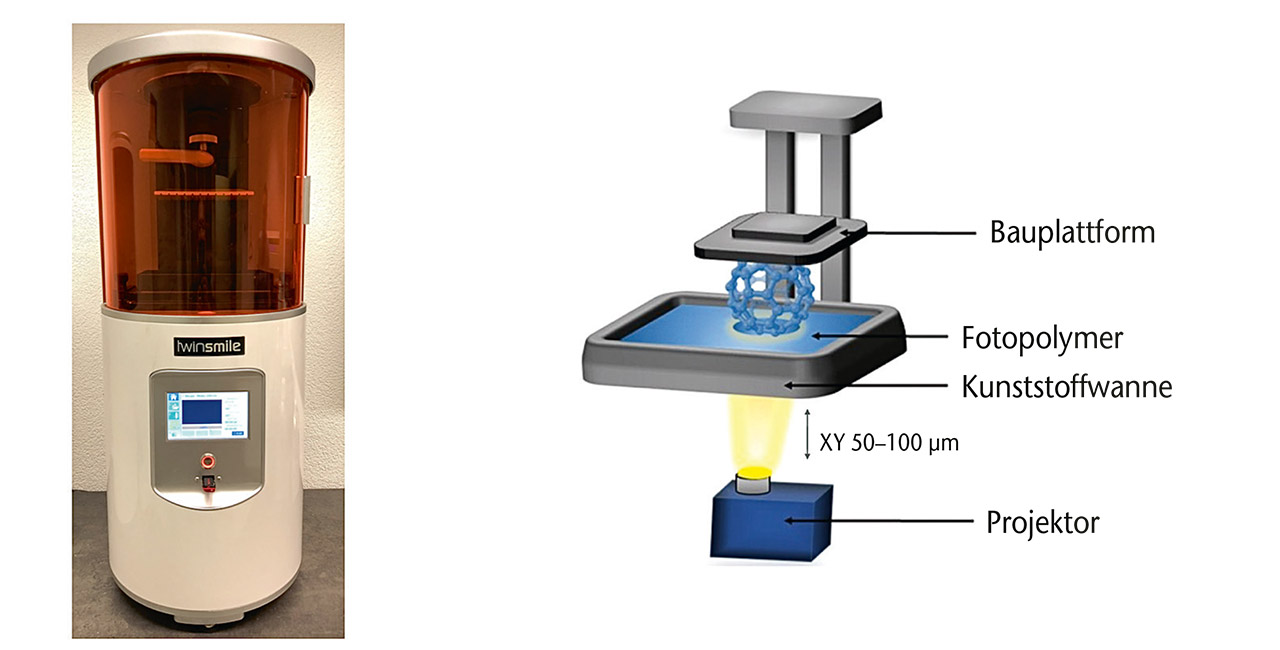
Abb. 50 DLP-Drucker. Die Belichtung erfolgt über einen UV-Projektor.
Der 3-D-Drucker: DLP versus SLA
DLP-Drucker ( ASIGA, Scheu-Dental, oder Twinsmile Curaden, Twinsmile, Liestal, Schweiz) kurz erklärt (Abb. 50): Ein lichthärtendes Harz befindet sich in einem Tank (tray), dessen Boden aus einer elastischen, transparenten Folie besteht. Eine metallische Bauplattform senkt sich von oben in das Harz soweit hinab, bis ein Spalt der gewählten Schichtdicke (um B. Eispiel 100 µm) gebildet wird. Dann wird von einem DLP-Beamer das erste der zuvor erzeugten Schnittbilder von unten für einige Sekunden auf die Folie projiziert. Das Harz härtet an den Stellen aus, auf die das Beamerlicht fällt. Anschließend fährt die Bauplattform hoch und zieht das ausgehärtete Material von der Folie ab. Erneut fährt die Plattform nach unten und bildet mit dem bereits gehärtetem Material wiederum einen Spalt, damit die nächste Schicht belichtet werden kann. Dieser Vorgang wiederholt sich so lange, bis das Objekt schrittweise aufgebaut ist. Schicht für Schicht entsteht das Druckobjekt.
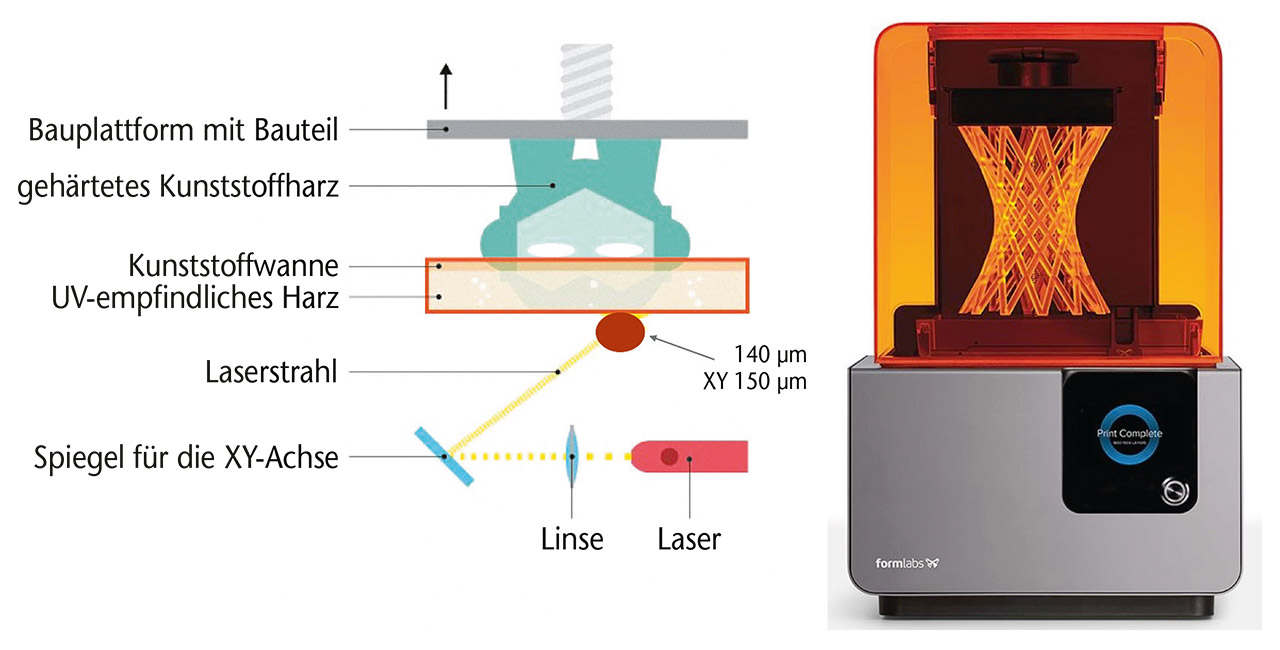
Abb. 51 SLA-Drucker (z. B. Form2, Formlabs). Die Belichtung erfolgt über einen Laserpunkt.
Faktor Zeit
Neben den DLP-Druckern gibt es die sogenannten SLA-Drucker (Abb. 51). Diese Drucker sind vergleichsweise günstig und verfügen statt eines DLP-Projektors nur über einen Laserstrahl. Mit dem Laser wird ein Lichtpunkt erzeugt, der den Kunststoff belichtet und aushärtet. Während beim DLP also das gesamte Bild mit einem Mal belichtet wird (Projektor), muss die Fläche beim SLA mit dem Laserpunkt nach und nach gehärtet werden. Das dauert extrem lang und ist im täglichen Laborgebrauch wenig effizient. Hier ist ein DLP-Drucker zu empfehlen, der schnell und hochpräzise ist.
Gegenüberstellung Faktor Zeit:
drei Abformlöffel im SLA-Drucker = bis zu vier Stunden;
drei Abformlöffel im DLP-Drucker = zirka 45 Minuten.
Faktor Genauigkeit
Auch in der xy-Genauigkeit sind DLP-Drucker den meisten SLA-Druckern überlegen. Aus dem Laserpunkt des SLA-Druckers ergibt sich eine Genauigkeit von zirka 150 µm. Das ist für den Gebrauch im Alltag des Zahntechnikers in vielen Fällen nicht geeignet. Ideal ist eine XY-Genauigkeit von 100 µm, die mit einem DLP-Drucker umgesetzt werden kann. Alternativ besteht die Möglichkeit, eine höhere Genauigkeit (50 µm) zu wählen. Allerdings verkleinert sich automatisch die Bauplattform, womit wiederum die Effizienz nicht mehr gewährt ist.
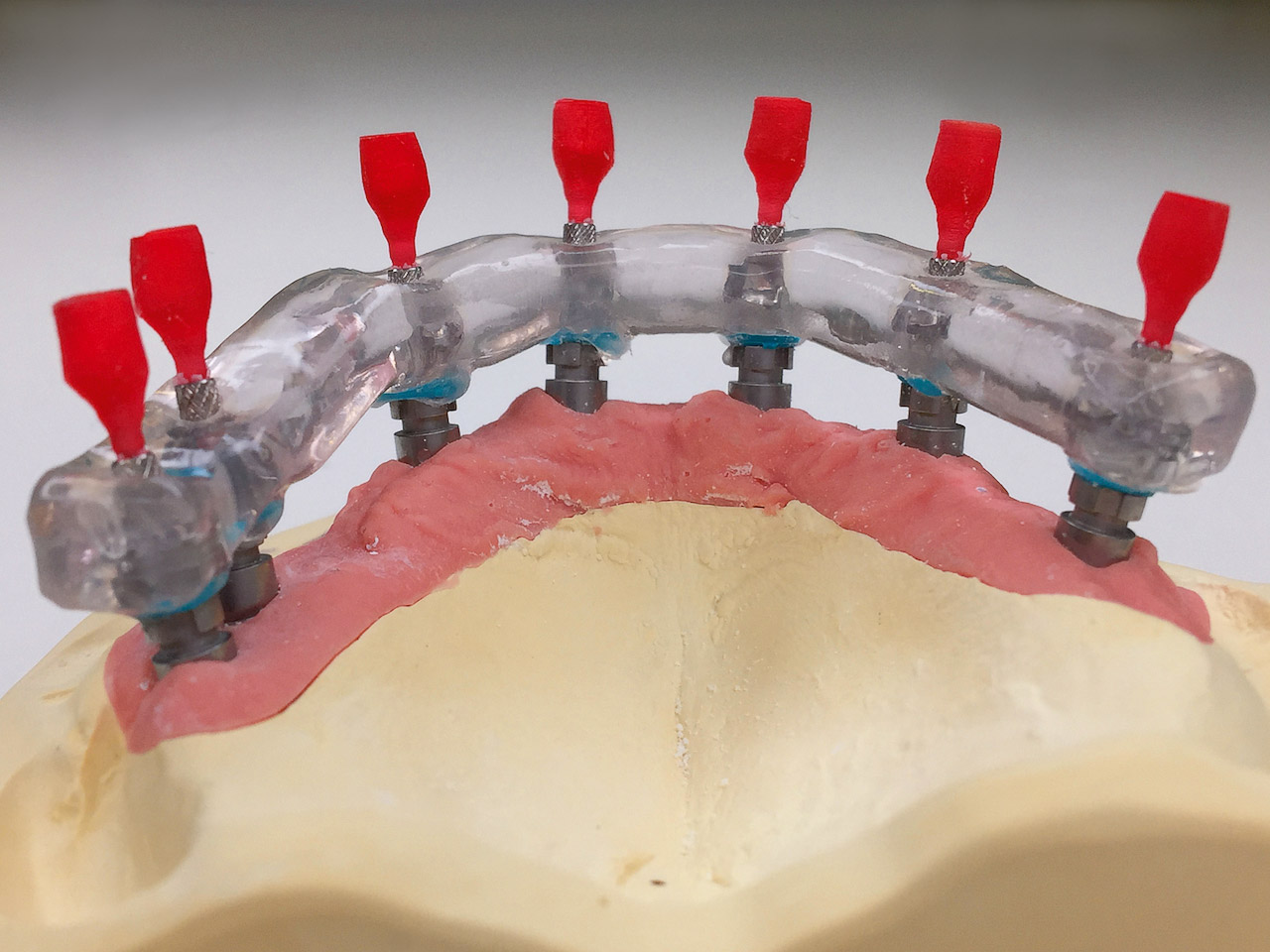
Abb.52 Gedruckte Kontrollschiene zum Prüfen der Implantatabformung.
Abb. 53 Gedruckte Kontrollschiene mit Gingivamaske und Verschlussschrauben.
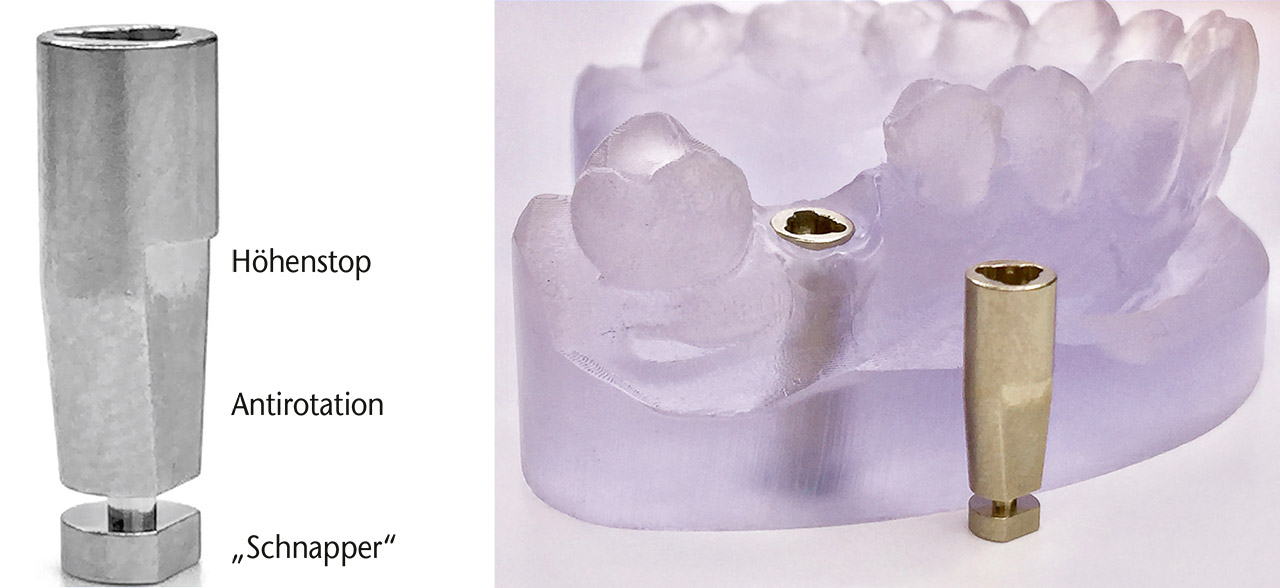
Abb. 54 Zum Herstellen eines Implantatmodells steht ein spezielles Laboranalog zur Verfügung (patentiert).
Supplement: Weitere IndikationenImplantatprothetik – Kontrollschiene und Laboranalog für 3-D-Modelle
Zusätzlich zur Bohrschablone für die navigierte Implantologie können Kontrollschienen gedruckt werden. Diese dienen dem Prüfen der Implantatabformung auf dem Modell (Abb. 52 und 53). Wird eine Abweichung festgestellt, könnte mit dem entsprechend gedruckten Löffel eine neue Abformung vorgenommen werden.
Neu und clever – seit Kurzem ist ein spezielles Modellanalog mit Höhenstopp und Rotationsschutz für 3-D-Modelle erhältlich. Daraus ergibt sich die Möglichkeit, Implantatmodelle zu drucken, in die das Laborimplantat einfach und sicher reponiert werden kann (Abb. 54).
Abb. 55 Drucken von Testeneers (Mock-up).
Abb. 56 Testen der angestrebten Zahnsituation vorher (mit Testeneers) ...
Abb. 57 ... und nachher.
Mock-up oder Testeneers
Gedruckt werden können auch Test-Veneers (abnehmbare Mock-ups). Mit diesen dünnen Schalen kann dem Patienten ein realistisches Bild der zu erwartenden Restauration im Frontzahngebiet aufgezeigt werden (Abb. 55 bis 57). Die Zahnform und -stellung werden in der CAD-Software konstruiert und der Datensatz vom Drucker umgesetzt. Vor einigen Jahren wurden „Testeneers“ im Labor in der Regel gefräst. Mit der additiven Fertigung ist das Vorgehen nun effizienter. Das Material für die Test-Veneers gibt es in den Zahnfarben A1, A2 und A3. Die gedruckten Testeneers werden vom Patienten wie kleine Kontaktlinsen auf die Zähne aufgeklippt und können im sozialen Umfeld zur Probe getragen werden. Für den Patienten ist dies sehr hilfreich für die Entscheidungsfindung.
Fazit
Die Möglichkeiten des 3-D-Druckers sind so umfangreich wie das Potenzial, das in dieser Technologie steckt. Der 3-D-Druck verändert das Leben des Zahntechnikers, vielleicht noch mehr als der Einzug der CAD/CAM-Frästechnologie. Noch ist der 3-D-Druck in der Zahntechnik am Anfang. Doch viele Geräte sind ausgereift und zahlreiche Indikationen möglich. In naher Zukunft wird das Drucken noch vielfältiger, zum Beispiel in der Totalprothetik. Doch letztlich gilt wie immer in der digitalen Zahntechnik: Der 3-D-Drucker ist ein Werkzeug, das nur von einem kompetent geschulten Zahntechniker erfolgreich bedient werden kann. Mensch denkt – Maschine lenkt.
Ein Beitrag von ZTM Vanik Kaufmann-Jinoian, Liestal, Schweiz
¡AdBlocker activo! Por favor, espere un momento...
Nuestros sistemas informan de que está utilizando un software AdBlocker activo, que bloquea todo el contenido de la página para ser cargado.
Lo justo es justo: Nuestros socios de la industria ofrecen una importante contribución al desarrollo de este sitio de noticias con sus anuncios. Encontrará un claro número de estos anuncios en la página de inicio y en las páginas de artículos individuales.
Por favor, ponga www.quintessence-publishing.com en su «adblocker whitelist» o desactive su software de bloqueo de anuncios. Gracias.