Auf unserer Website kommen verschiedene Cookies zum Einsatz: Technisch notwendige Cookies verwenden wir zu dem Zweck, Funktionen wie das Login oder einen Warenkorb zu ermöglichen. Optionale Cookies verwenden wir zu Marketing- und Optimierungszwecken, insbesondere um für Sie relevante und interessante Anzeigen bei den Plattformen von Meta (Facebook, Instagram) zu schalten. Optionale Cookies können Sie ablehnen. Mehr Informationen zur Datenerhebung und -verarbeitung finden Sie in unserer Datenschutzerklärung.
Einfluss der Druckausrichtung auf die Oberflächenbeschaffenheit von Totalprothesen
Beitrag zum Verständnis der makroskopischen und mikroskopischen Effekte, die bei verschiedenen Objektausrichtungen bei der generativen Fertigung auftreten
Generativ gefertigte Prothesenbasen in den Ausrichtungen
Die additive Fertigung von Totalprothesenbasen stellt zur konventionellen Fertigung zunehmend eine Alternative dar. Neben der Auswahl des Druckverfahrens und des Materials kann die Ausrichtung der Prothesenbasis auf der Druckplattform eine entscheidende Rolle für die Oberflächenbeschaffenheit spielen. Um diesen Einfluss zu untersuchen, wurden in einer Studie der Universität Tübingen von Autorin Anna-Lena Lambart et al. Werkstücke in drei Ausrichtungen (0°, 45° und 90°) additiv gefertigt. Die Ergebnisse zeigten, dass die Ausrichtung der Prothesenbasis im DLP-Verfahren einen wesentlichen Einfluss auf die Oberflächenbeschaffenheit hatte. Dieser Beitrag stammt aus der Zeitschrift Quintessenz Zahntechnik 4/21.
Die Quintessenz Zahntechnik, kurz QZ, ist die monatlich erscheinende Fachzeitschrift für alle Zahntechniker und zahntechnisch interessierte Fachleute, die Wert auf einen unabhängigen und fachlich objektiven Informationsaustausch legen. Im Vordergrund der Beiträge und Berichterstattung steht die Praxisrelevanz für die tägliche Arbeit. In dieser Zeitschrift finden sich Zahntechniker, Dentalindustrie und die prothetisch orientierte Zahnarztpraxis mit ihren Anliegen nach einer hochwertigen Fortbildung gleichermaßen wieder. Zur Online-Version erhalten Abonnenten kostenlos Zugang. Mehr Infos zur Zeitschrift, zum Abo und zum Bestellen eines kostenlosen Probehefts finden Sie im Quintessenz-Shop.
Einleitung
Die additive Fertigung von Totalprothesenbasen ist eine moderne Alternative zur konventionellen und subtraktiven Fertigung, die in der Zahntechnik zunehmend an Bedeutung gewinnt. Auch wenn die Zahnpflege laut der 5. Mundgesundheitsstudie immer besser wird15, lassen die demografische Entwicklung und die ansteigende Lebenserwartung vermuten, dass es keinen rückläufigen Bedarf an Prothesen geben wird11. Neben der konventionellen Herstellung von Totalprothesen gewinnt die computergestützte Planung und Fertigung zunehmend an Bedeutung.
Für das heute verwendete CAD/CAM (Computer Aided Design/Computer Aided Manufacturing) wird ein digitaler Datensatz der Ausgangssituation benötigt. Hierfür kann eine Abformung digitalisiert werden, oder aber es werden direkt mit einem Intraoralscanner digitale Datensätze erzeugt2,16,21,26. Die digitalisierten Datensätze werden im CAD-Programm gegebenenfalls nachbearbeitet, bevor die Zähne aufgestellt und die Prothesenbasis designt werden. Anschließend wird die Konstruktion entweder durch ein subtraktives oder ein additives Verfahren gefertigt10,12.
Während bei der bislang eingesetzten subtraktiven Fertigung die Prothesenbasis aus vorgefertigten Rohlingen durch das Abtragen von Material erstellt wird, wird bei der generativen Fertigung die Prothesenbase mithilfe von 3-D-Druckern Schicht für Schicht aus einem gingivafarbenen, lichthärtenden Kunststoff aufgebaut. Dieser muss nach der Fertigung einem Post-Processing aus Reinigung und Nachbelichtung unterzogen werden.
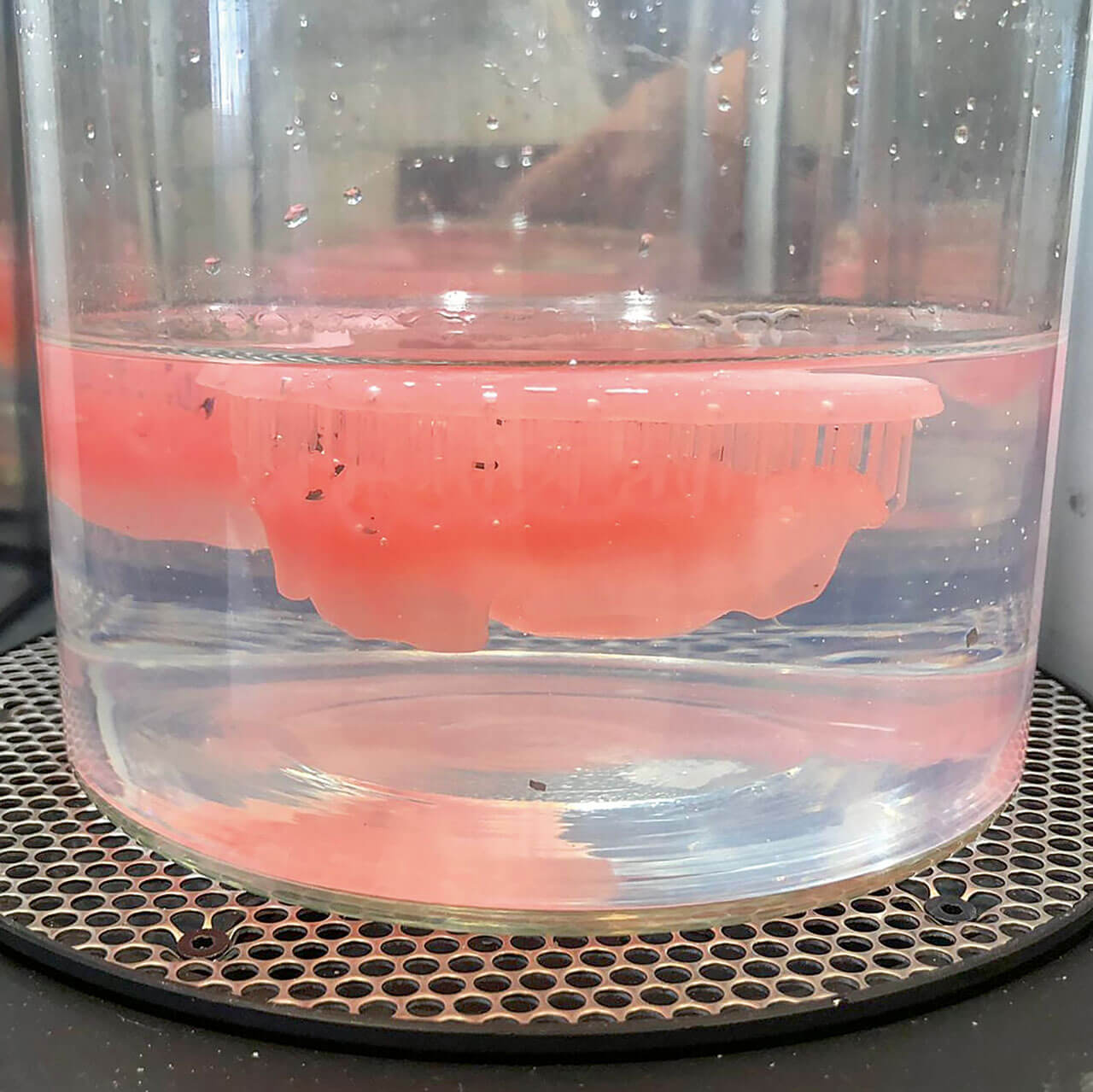
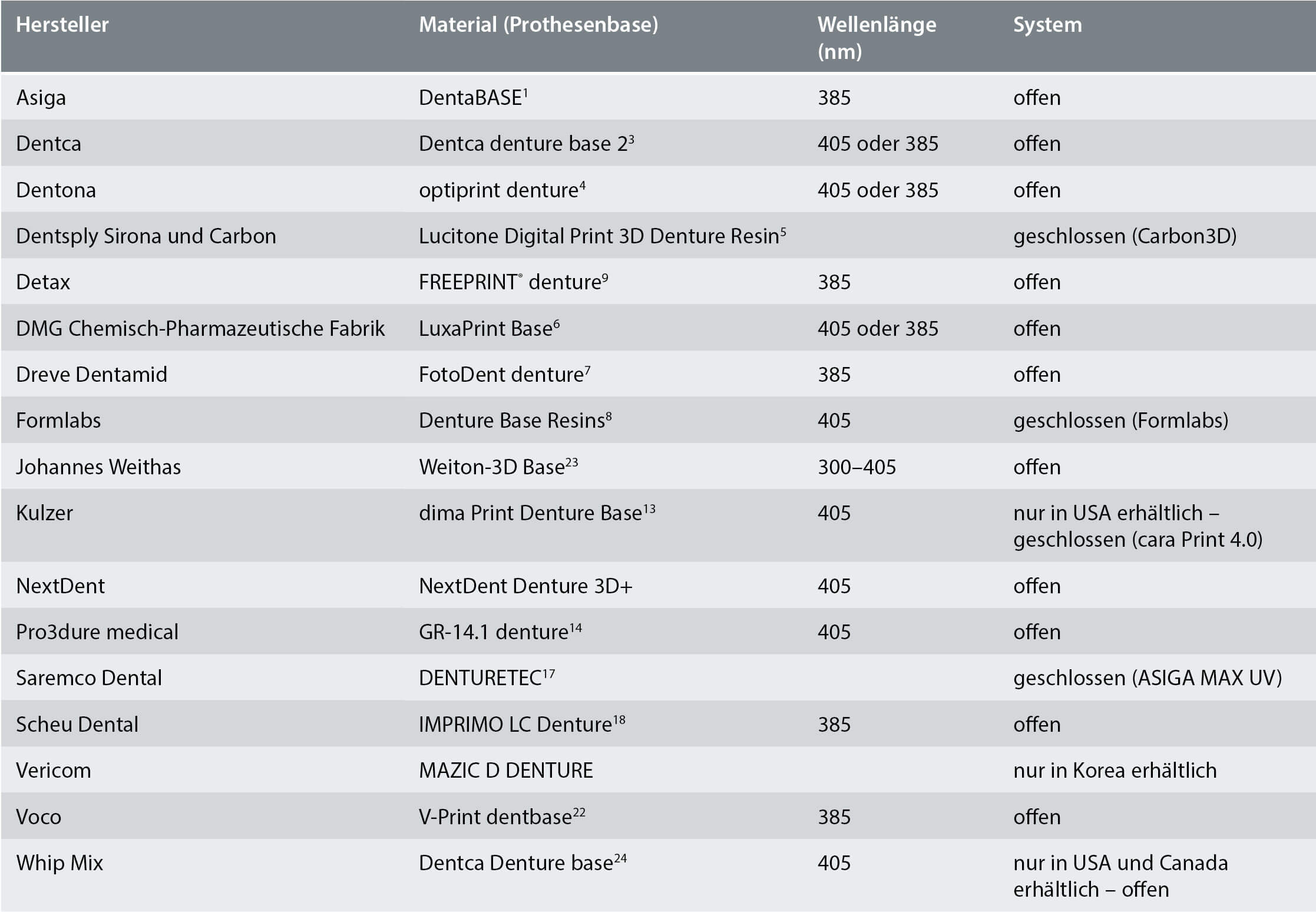
Das wachsende Interesse an der additiven Fertigung in der Zahnmedizin lässt sich an der Vielzahl an Materialien festmachen. Ein Überblick von klinisch zugelassenen Prothesenbasenmaterialien und deren Herstellern ist in Tabelle 1 zu sehen. Neben maschinenspezifischen Parametern, wie zum Beispiel die zu verwendende Wellenlänge, unterscheiden sich die Herstellerangaben beim Post-Processing in Bezug auf Länge und Durchführung. So müssen beispielsweise Prothesenbasen aus Digital Denture Resin der Firma Formlabs (Somerville, USA) aufwendig in Glycerin nachbelichtet werden (Abb. 1).
Abb. 1 Prothesenbase aus Denture Base Resin (Fa. Formlabs, Somerville, USA) im Glycerinbad während des Nachhärtens im Gerät Formcure.
Tab. 1 Übersicht über Prothesenbasenmaterialien und deren vertreibende Hersteller, bei welcher Wellenlänge sie aushärten und ob es sich um ein offenes (Material für mehrere Drucker zugelassen) oder geschlossenes (nur für einen Drucker zugelassen) System handelt (Angaben ohne Gewähr).
Zu beachten ist in jedem Fall, ob ein Material nur für einen bestimmten Drucker eines Herstellers freigegeben ist (geschlossenes System) oder auf mehreren Druckern verwendet werden darf (offenes System).
Die Herstellerangaben sollten befolgt werden, um Einflussfaktoren, die durch die Wahl der Drucktechnologie, des Materials, durch das Post-Processing, maschinenspezifische Parameter, aber auch die Ausrichtung auf der Druckplattform auftreten können, so gering wie möglich zu halten20,25. Unkovskiy et al.20, Tahayeri et al.19 sowie Hada et al.10 untersuchten letztgenannten Einfluss. Sie zeigten, dass Proben, die 90°- und 45°-orientiert waren, in Bezug auf die Biegefestigkeit, Genauigkeit und klinische Gesichtspunkte besser abschnitten als 0°-orientierte Proben10,19,20.
Material und Methoden
In dieser Studie wurde der Effekt der Ausrichtung bei der Herstellung von Prüfkörpern und Totalprothesenbasen auf die qualitative und quantitative Oberflächenbeschaffenheit beleuchtet. Dazu wurden Prüfkörper und Prothesenbasen aus dem Material Freeprint® denture (Detax) mit einer Schichtstärke von 50 µm mit dem Rapid Shape D30II (Rapid Shape) gefertigt.
Probenherstellung
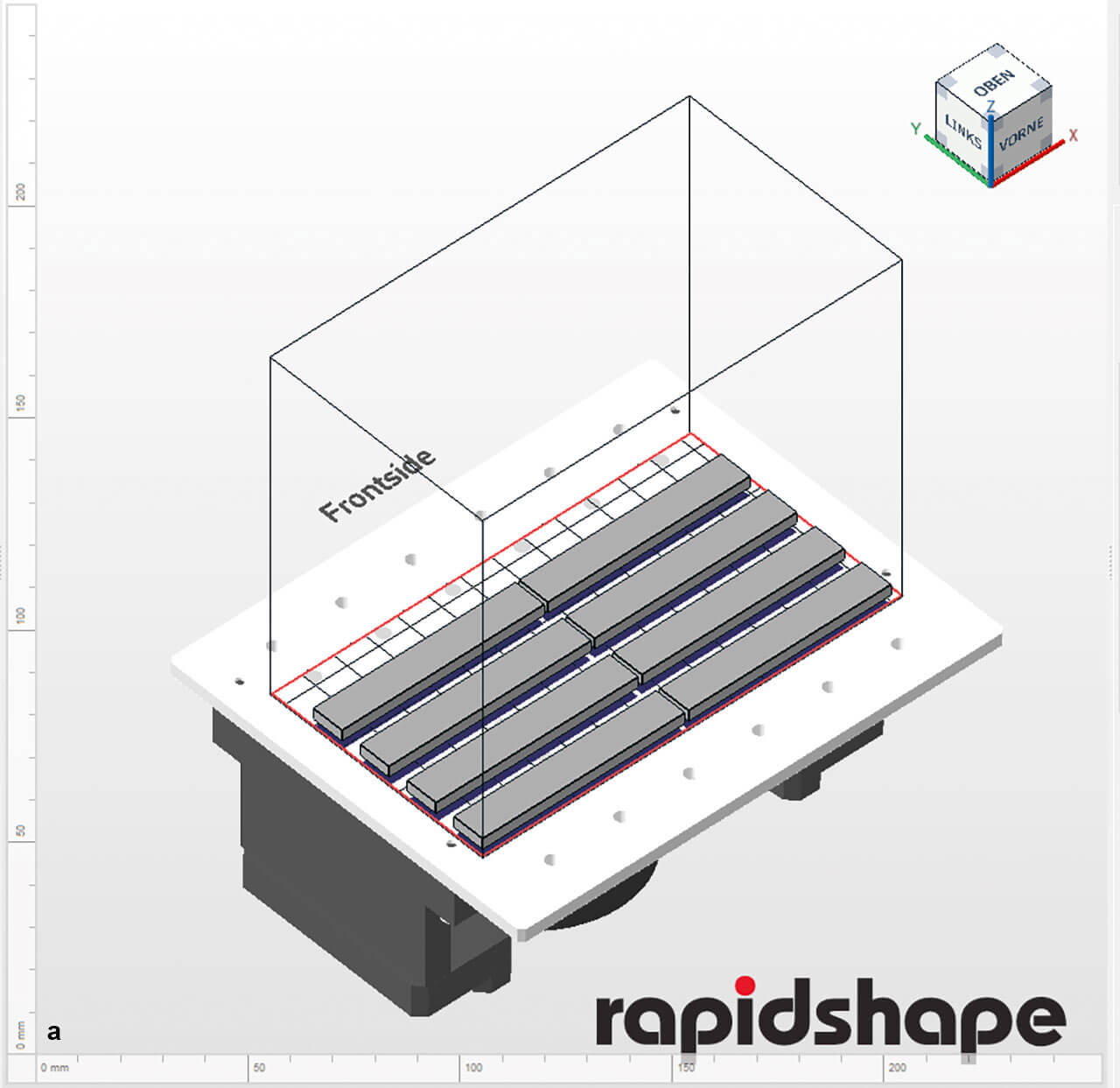
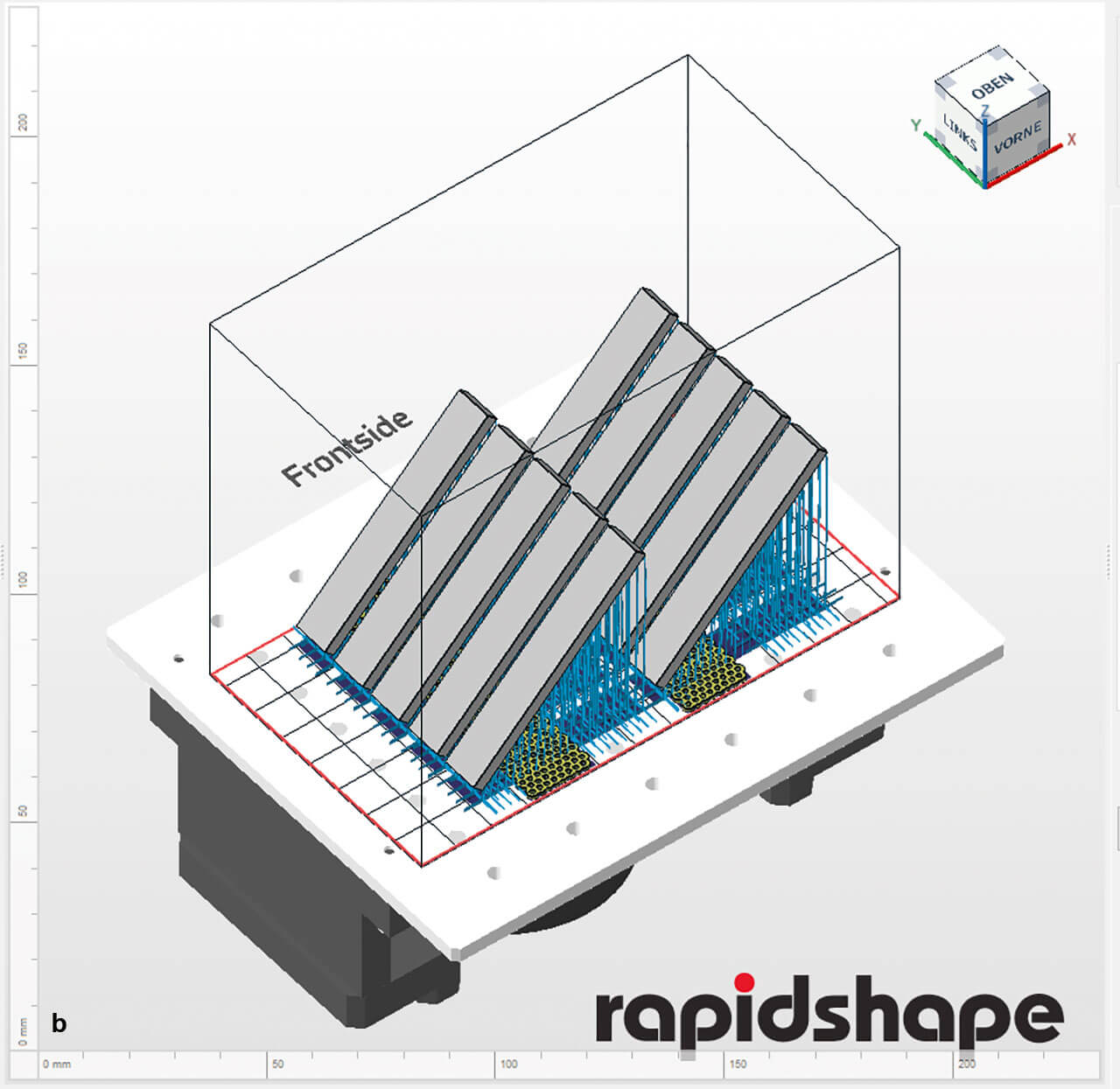
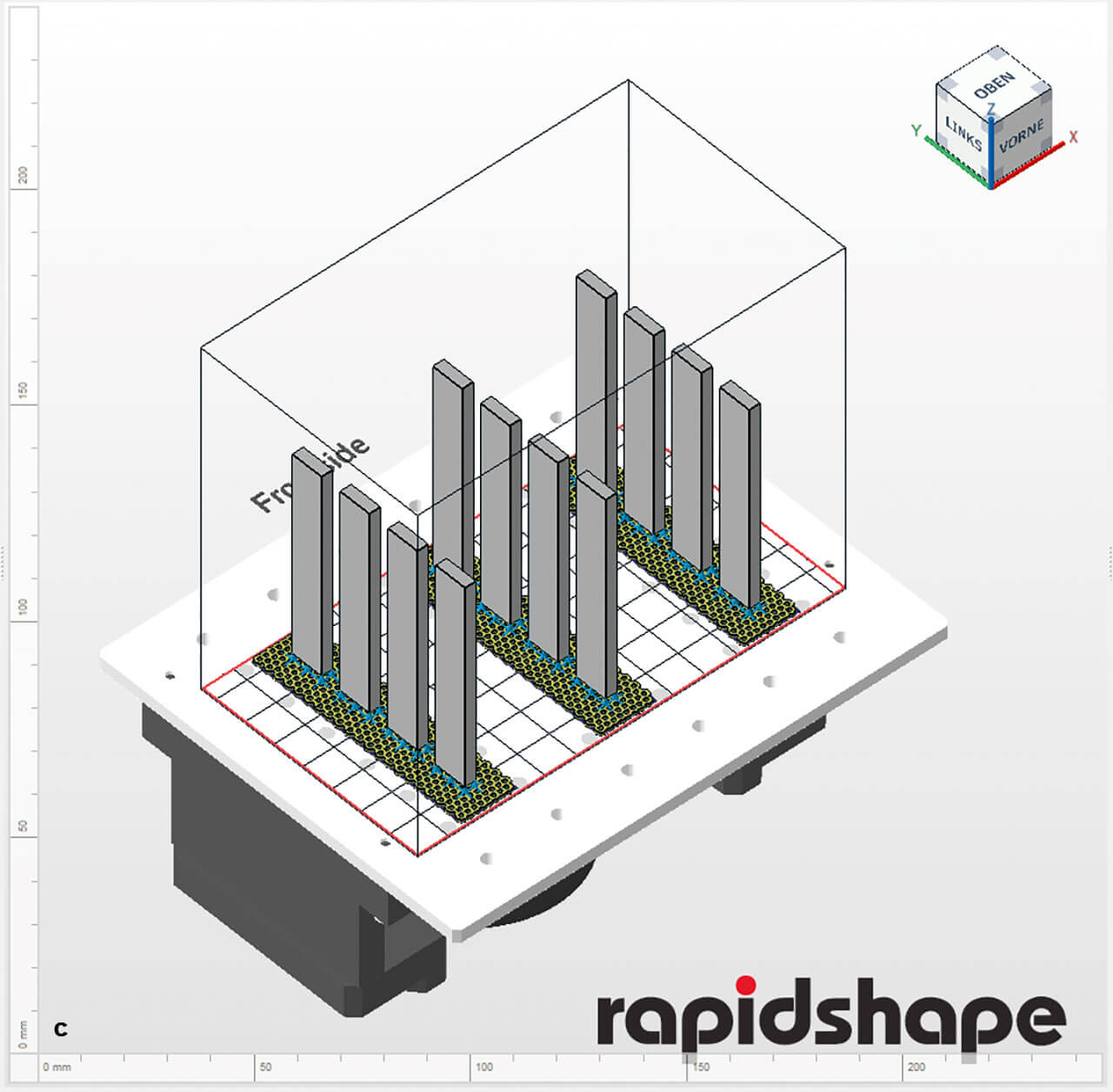
Für die Erfassung der Rauheit wurden Prüfkörper in Anlehnung an die DIN EN ISO 20795-1 mit den Abmessungen 64 mm × 10 mm × 3,3 mm digital konstruiert. Je n = 8 Prüfkörper wurden in drei unterschiedlichen Ausrichtungen auf dem Druckbett ausgerichtet: horizontal (0°), schräg (45°) und vertikal (90°). An die 45°- und 90°-Prüfkörper wurden notwendige Stützstrukturen angebracht (Abb. 2a bis c). Anschließend wurden sie mithilfe von Digital Light Processing (DLP) gefertigt.
Abb. 2a bis c Bilder der ausgerichteten Prüfkörper. Abb. a: 0°
Abb. 2a bis c Bilder der ausgerichteten Prüfkörper. Abb. b: 45°
Abb. 2a bis c Bilder der ausgerichteten Prüfkörper. Abb. c: 90° auf dem Druckbrett in Netfabb (Fa. Autodesk, San Rafael CA, USA) mit Stützstruktur.
Abb. 3a bis c Generativ gefertigte Prothesenbasen in den Ausrichtungen. Abb. a: 0°
Abb. 3a bis c Generativ gefertigte Prothesenbasen in den Ausrichtungen. Abb. b: 45°
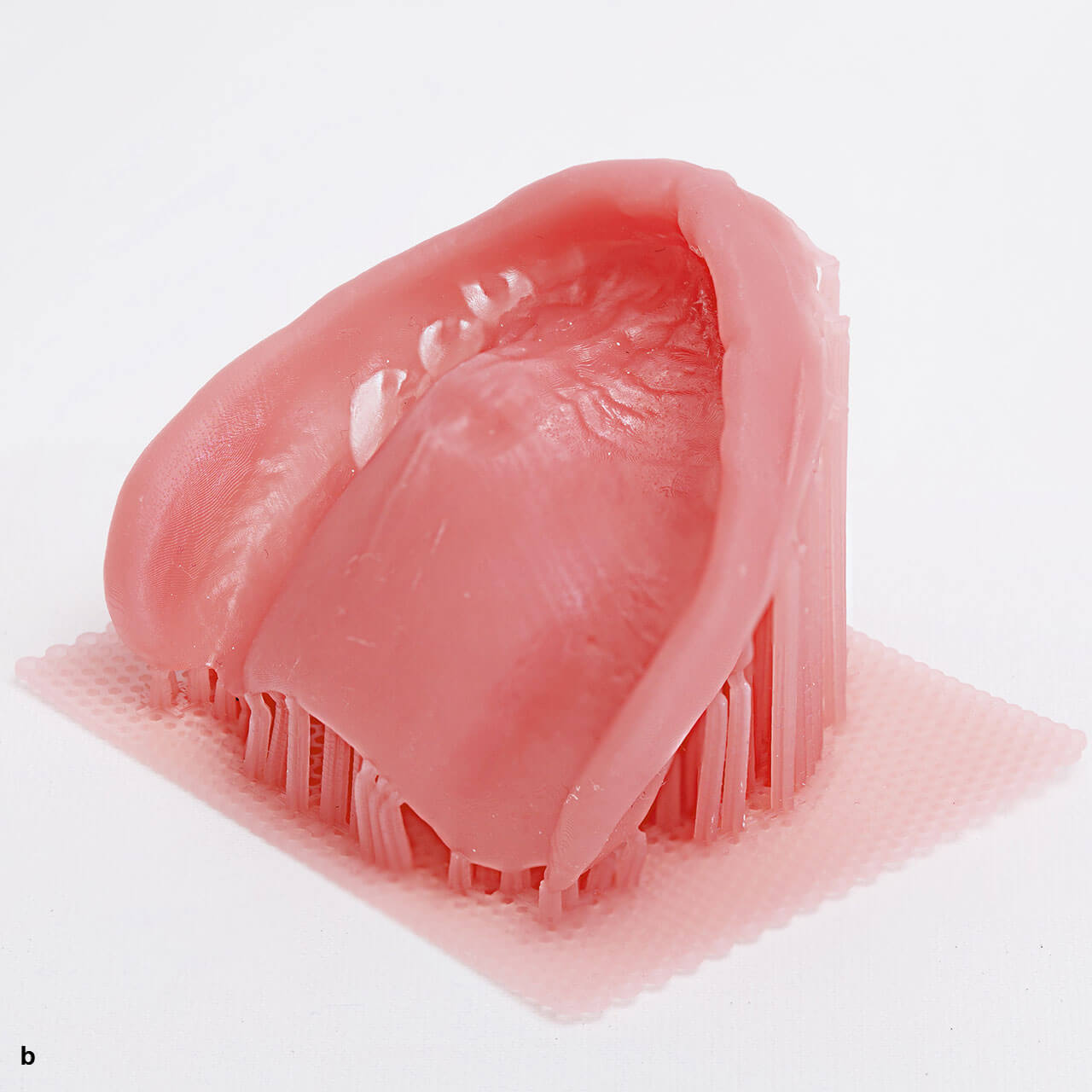
Abb. 3a bis c Generativ gefertigte Prothesenbasen in den Ausrichtungen. Abb. c: 90°
Für die Prothesenbasis wurde ein vorhandener digitaler Datensatz einer Oberkiefertotalprothese aus dem zahntechnischen Labor verwendet. Die Probenbasen wurden ebenfalls in 0°, 45° und 90° ausgerichtet sowie mit Stützstrukturen versehen. Die Prüfkörper und Prothesenbasen wurden nach dem Druckvorgang gemäß den Herstellerangaben nachbearbeitet. Dazu gehörte das Reinigen von 2 × 3 Minuten in einem Ultraschallbad mit Isopropanol und das Nachbelichten mit 2 × 2.000 Lichtblitzen unter Schutzgas. Die Abbildungen 3a bis c zeigen die fertigen Prothesenbasen nach dem Post-Processing.
Rauheit
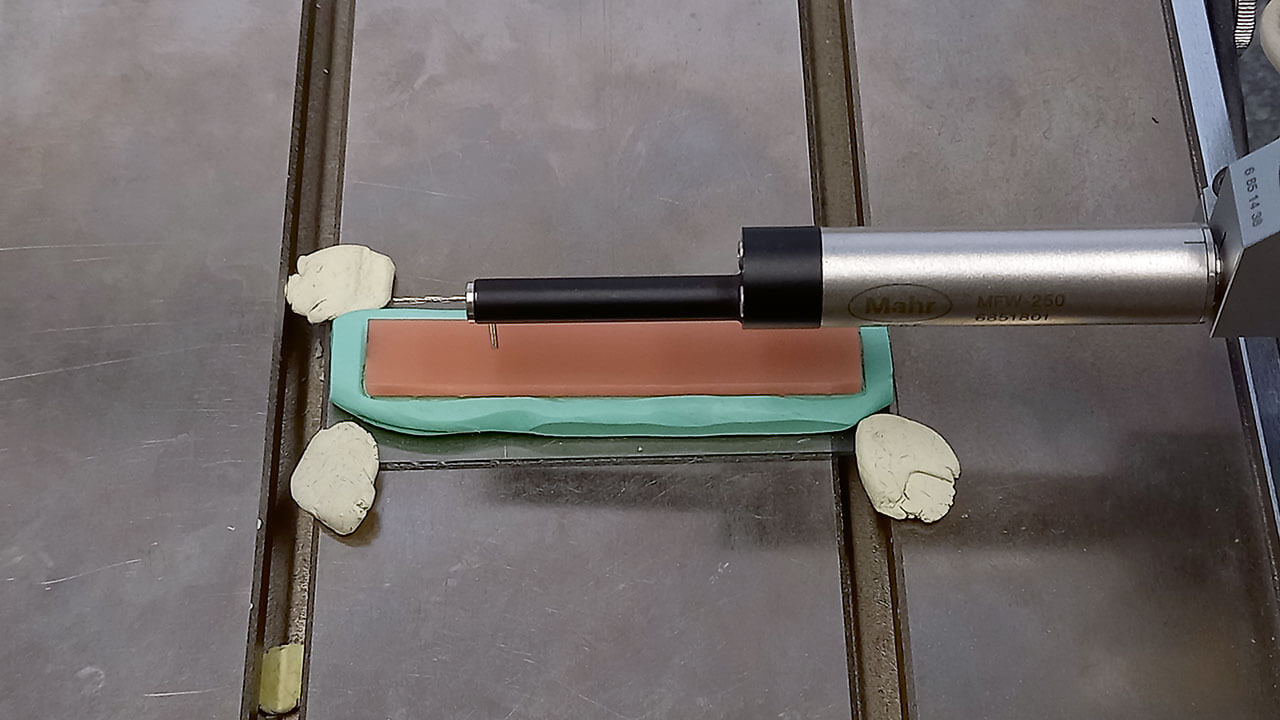
Die Rauheitsmessung der Prüfkörper wurde mit dem Perthometer S6P (Mahr) durchgeführt. Dabei wurde eine Fläche von 6 mm × 10 mm mit zehn Profilen abgetastet. Die Messgeschwindigkeit betrug 0,5 mm/s. Die Messrichtung der Proben entsprach der Längsachse der Probe (Abb. 4). Als Wert der Rauheit wurde der arithmetische Mittelwert Ra mit der Software MountainsMap Universal 7.3 (Digital Surf, Besançon, Frankreich) ausgewertet. Hierbei wurde ein Gauss-Filter von 2 mm zur Filterung der Welligkeit und Rauheit verwendet. Im Anschluss wurden die Ra-Werte in der Statistiksoftware JMP® 15.0 (SAS Institute) bei einem Signifikanzniveau von 0,05 mit dem Shapiro-Wilk-W-Test auf Normalverteilung und dem paarweisen Vergleich nach der Wilcoxon-Methode auf signifikante Unterschiede getestet.
REM
Für die REM-Aufnahmen wurde das Rasterelektronenmikroskop LEO 1430 (Carl Zeiss) verwendet. Je eine Probe pro Gruppe wurde unter Argon-Atmosphäre mit Gold-Palladium besputtert und anschließend mit den Vergrößerungen 35-fach, 100-fach, 500-fach und 1.000-fach abgetastet.
Ergebnisse
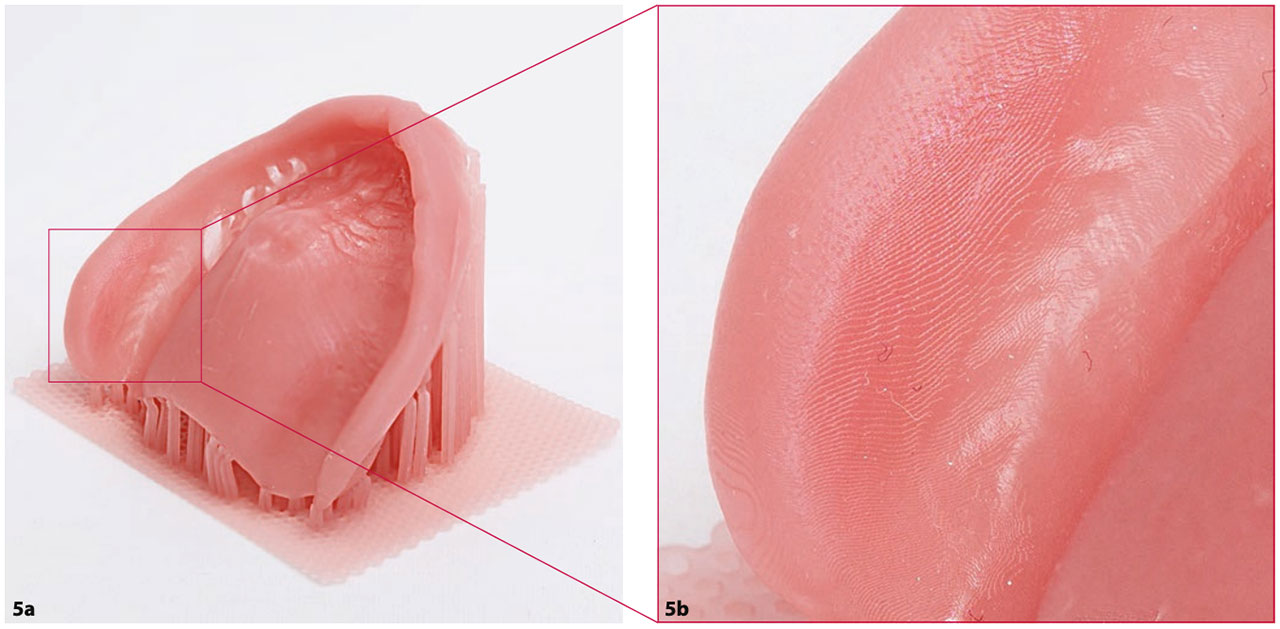
Schon bei Betrachtung der Oberfläche mit bloßem Auge sind einige Oberflächenunterschiede erkennbar. So sind in den Abbildungen 5a und b die kleinen sichtbaren und spürbaren Linien an konkaven und konvexen Stellen auf den Modellen zu sehen.
Rauheit
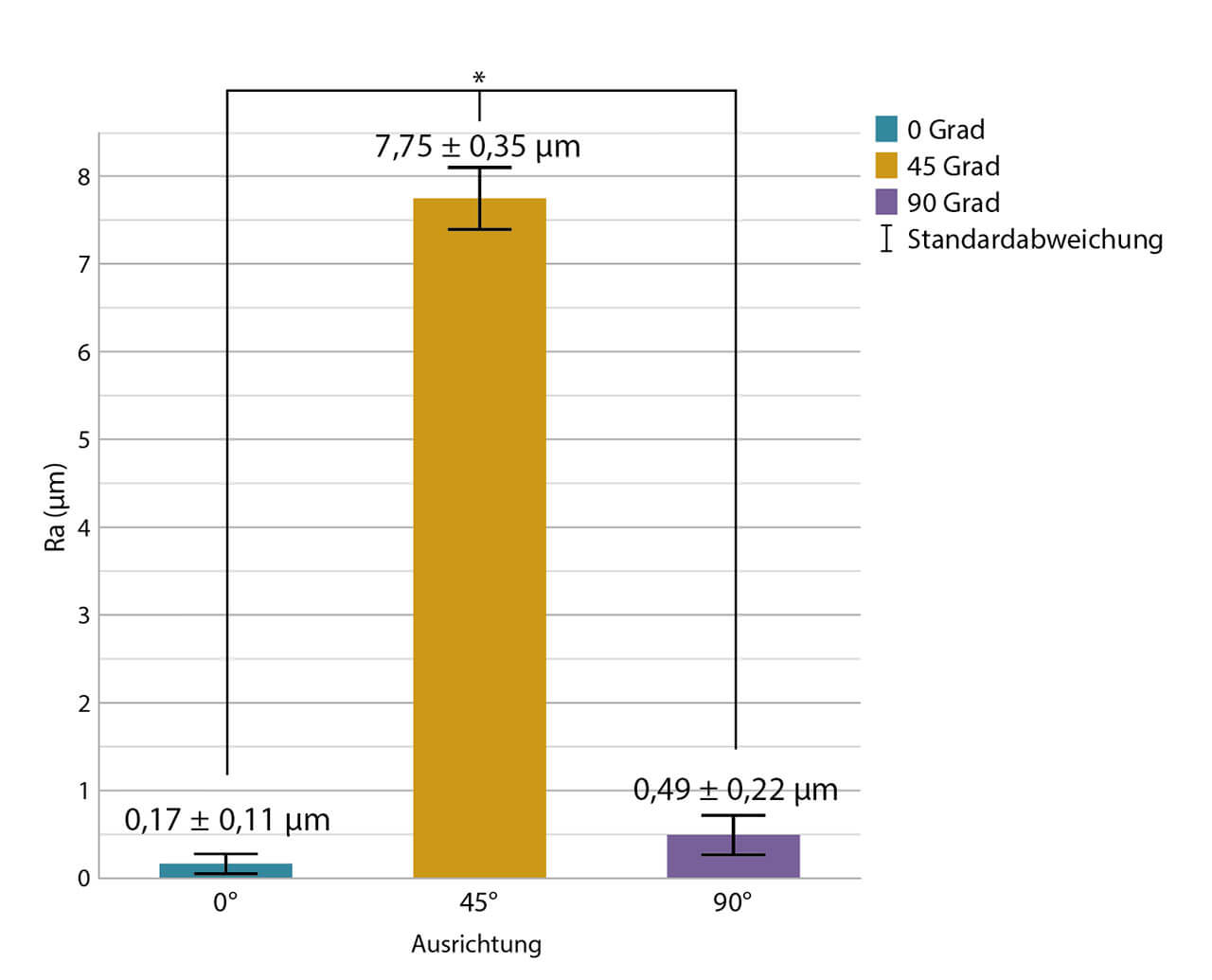
Je höher Ra, desto rauer ist die Oberfläche der Proben. Eine Übersicht über die erhaltenen Mittelwerte und deren Standardabweichung, aufgeteilt nach Druckausrichtung, ist in Abbildung 6 zu sehen. Keine der Wertegruppen war normalverteilt. Den mit Abstand höchsten Mittelwert von Ra lieferte die 45°-Gruppe (7,75 ± 0,35 µm). Die Mittelwerte der Prüfkörper mit 0° (0,17 ± 0,11 µm) und 90° (0,49 ± 0,22 µm) waren deutlich niedriger. Alle Mittelwerte unterschieden sich signifikant voneinander.
REM
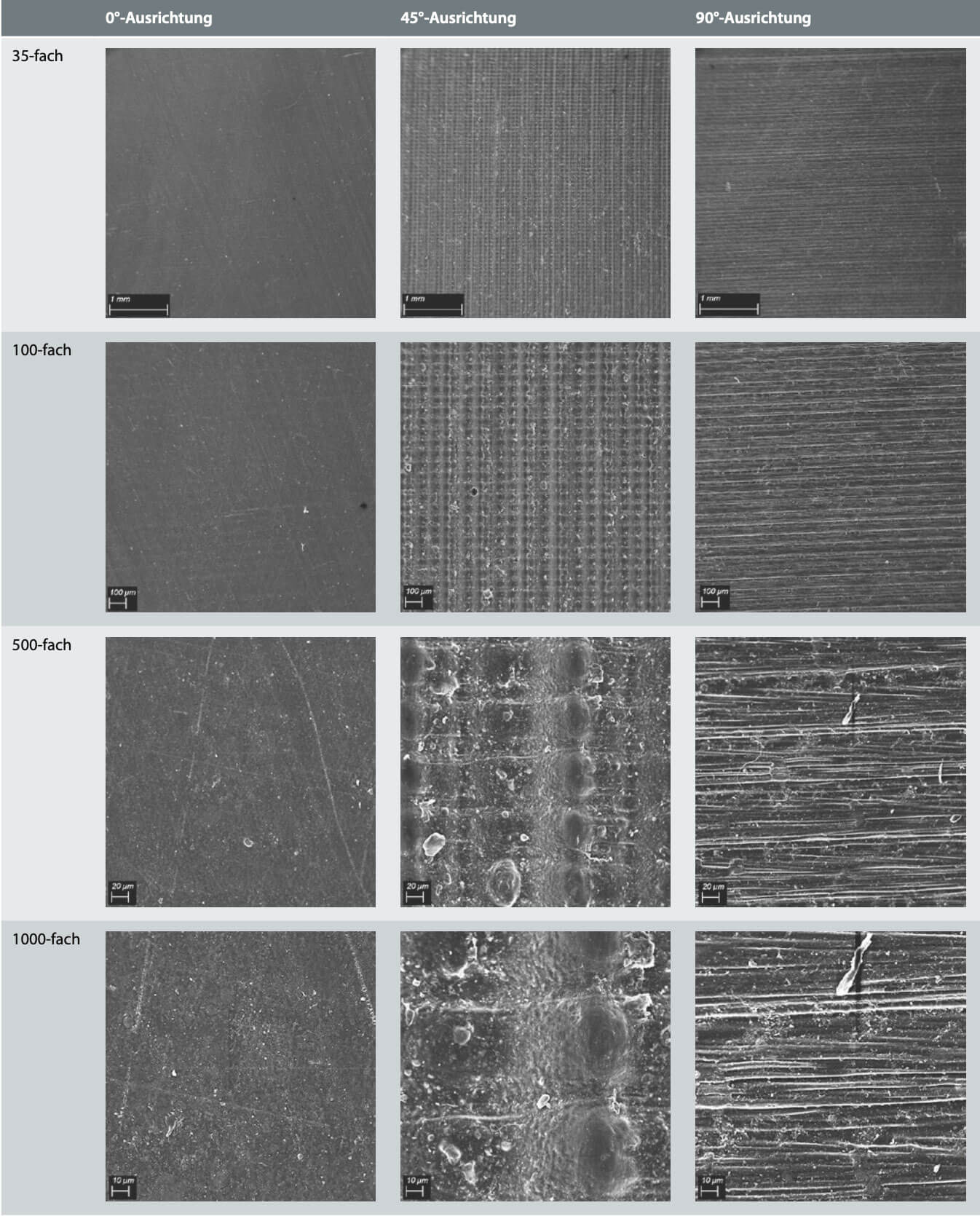
In Tabelle 2 sind die REM-Bilder der Prüfkörper zu sehen. Sie stellen markante Eigenschaften der Oberfläche dar. Die Probe aus der 0°-Gruppe weist bei allen Vergrößerungen eine glatte Oberfläche auf. Es sind nur wenige Kratzer und Unterbrechungen zu erkennen. Bei den Bildern der 45°-Gruppe lassen sich feine horizontale und breitere vertikale Linien ausmachen. Auch bei der 90°-ausgerichteten Probe sind horizontale Linien zu erkennen.
Abb. 4 Messrichtung und Positionierung der Prüfkörper im Rauheitsmessgerät.
Abb. 5a und b Das 45°-Modell a mit der Vergrößerung. Wie bei Abbildung b an einer Stelle, an der der Treppenstufeneffekt deutlich zu sehen ist.
Abb. 6 Mittelwert und Standardabweichung von Ra (µm), in einem Säulendiagramm dargestellt. Unterteilung der Probengruppen der 3-D-gedruckten Proben nach den drei Druckausrichtungen 0°, 45° und 90°. Alle Gruppen unterscheiden sich signifikant voneinander.
Diskussion
Tab. 2 Übersicht der REM-Aufnahmen jeweils einer Probe aus jeder Gruppe mit den Vergrößerungen 35-fach, 100-fach, 500-fach und 1000-fach.Die sichtbaren und spürbaren Linien auf den Modellen und auf den 45°-Prüfkörpern lassen sich mit dem Treppenstufeneffekt (TE) erklären. Da die Körper bei der generativen Fertigung Schicht für Schicht aufgebaut werden, können konkave, konvexe und Flächen, die schräg zur Aufbaurichtung liegen, nicht komplett glatt realisiert werden. Das liegt daran, dass jede Schicht immer gleich hoch ist. Bei der Realisierung genannter Bereiche entstehen also kleine Stufen.
Ein weiterer Effekt, bedingt durch die DLP-Technologie, ist die Streustrahlung. Eine Schicht ist aus vielen Pixeln aufgebaut, die mithilfe von Mikrospiegeln belichtet werden. Dabei kann es im Randbereich zu einer Mehrfachbelichtung kommen. Dieser Effekt ist auf den REM-Bildern der Prüfkörper mit 45°- und 90°-Ausrichtung zu sehen. Bei beiden Ausrichtungen sind dünne horizontale Linien zu erkennen, die durch die Mehrfachbelichtung entstanden sein können. Auf den Bildern der 45°-Gruppe kann dieser Effekt außerdem für die runden amorphen Strukturen in vertikaler Richtung verantwortlich sein. Zusammen mit dem TE ist eine Abgrenzung jeder einzelnen Schicht in Form von prominenten vertikalen Linien zu vermuten. Zu erkennen sind diese vor allem auf den Bildern mit starker Vergrößerung. Auch der Mittelwert von Ra ist bei dieser Gruppe am höchsten. Grund dafür ist die Detektion dieser Stufen, da die Rauheit entlang der Längsachse gemessen wurde, also im rechten Winkel zu den Treppenstufen.
Auf den Bildern der 90°-Ausrichtung sind keine Linien in vertikaler Richtung zu erkennen und damit weder ein TE noch einzelne Schichten auszumachen. Somit lässt sich auch der sehr kleine Ra-Wert erklären. In horizontaler Richtung sind jedoch Linien zu erkennen, die durch den oben erklärten Streueffekt entstanden sein können.
Die Rauheit der 0°-Gruppe ist sowohl optisch als auch gemessen die geringste. Auch die REM-Bilder zeigen hier die glatteste und homogenste Oberfläche. Es sind nur wenige Kratzer und Unterbrechungen der sonst glatten Oberfläche zu erkennen, die sehr wahrscheinlich erst während des Post-Processings entstanden sind.
Bei den erhaltenen Ergebnissen muss berücksichtigt werden, dass durch die Analyse der flachen, rechteckigen Prüfkörper nur empirische Daten ausgewertet wurden. Beim Übertragen auf die klinische Anwendung muss überprüft werden, wie sinnvoll die einzelnen Ausrichtungen wirklich sind. Zu beachten ist hier beispielsweise die damit verbundene Platzierung der Stützstrukturen sowie die Veränderung der Druckdauer oder die Größe der zur Verfügung stehenden Bauplattform. Vermieden werden sollte eine Platzierung der Stützen auf den sensiblen, zur palatinalen Schleimhaut hingewandten Arealen.
Die gegenüberliegende Seite ist bei den 0°- und 45°-ausgerichteten Basenmodellen komplett mit Stützstruktur besetzt. Diese müssen im Nachhinein entfernt und die Oberfläche manuell nachbearbeitet werden. Dies erfordert einen erhöhten Arbeits- und Zeitaufwand und kann zu Veränderungen der Passform führen. Obwohl bei der 0°-Ausrichtung die geringste Schichtanzahl vorliegt und somit die Druckzeit am geringsten ist, passen am wenigsten Objekte auf einmal auf die Druckplatte. Es muss also immer ein guter Kompromiss aus praktischer Platzierung von Stützstrukturen, effizienter Ausnutzung des Bauraums und wenig Verlust der Genauigkeit durch den Druckprozess und die Nachbearbeitung getroffen werden. In weiteren Untersuchungen muss außerdem die klinische Relevanz der Oberflächenbeschaffenheit überprüft werden.
Fazit
Die Erkenntnisse dieser Studie sollen helfen, die makroskopischen und mikroskopischen Effekte zu verstehen, die bei verschiedenen Objektausrichtungen bei der generativen Fertigung auftreten. Unter den Voraussetzungen der klinischen Anwendbarkeit kann dann entschieden werden, welche Ausrichtung sich am besten eignet. So kann beispielsweise eine zeitaufwendige Nachbearbeitung möglichst minimiert werden. Bei der Interpretation der hier erhaltenen Ergebnisse der Oberflächenbeschaffenheit der Prüfkörper aus Prothesenmaterial ist zu beachten, dass es sich nur um empirische Daten handelt, da in der Anwendung nur Prothesenbasen mit einer individuellen Formgebung zum Einsatz kommen.
Danksagung
Ein großer Dank gilt allen Kollegen des Kompetenzzentrums Additive Fertigung des Universitätsklinikum Tübingen für ihre fachliche Unterstützung und die Bereitstellung von Bildern und Modellen, namentlich Eugen Wahl und Alexey Unkovskiy, des Weiteren Ernst Schweizer für das Anfertigen der REM-Bilder sowie den Firmen Detax und Rapidshape für die Bereitstellung des Materials und des Druckers für diese Studie.
Ein Beitrag von Anna-Lena Lambart, Maria Viktoria Willmann, Daniel Daum, Pablo Krämer Fernandez, Ariadne Röhler, Sebastian Spintzyk, alle Tübingen
¡AdBlocker activo! Por favor, espere un momento...
Nuestros sistemas informan de que está utilizando un software AdBlocker activo, que bloquea todo el contenido de la página para ser cargado.
Lo justo es justo: Nuestros socios de la industria ofrecen una importante contribución al desarrollo de este sitio de noticias con sus anuncios. Encontrará un claro número de estos anuncios en la página de inicio y en las páginas de artículos individuales.
Por favor, ponga www.quintessence-publishing.com en su «adblocker whitelist» o desactive su software de bloqueo de anuncios. Gracias.